01Walking into the workshop, I saw a silent waste
I stood outside the glass window of the workshop.
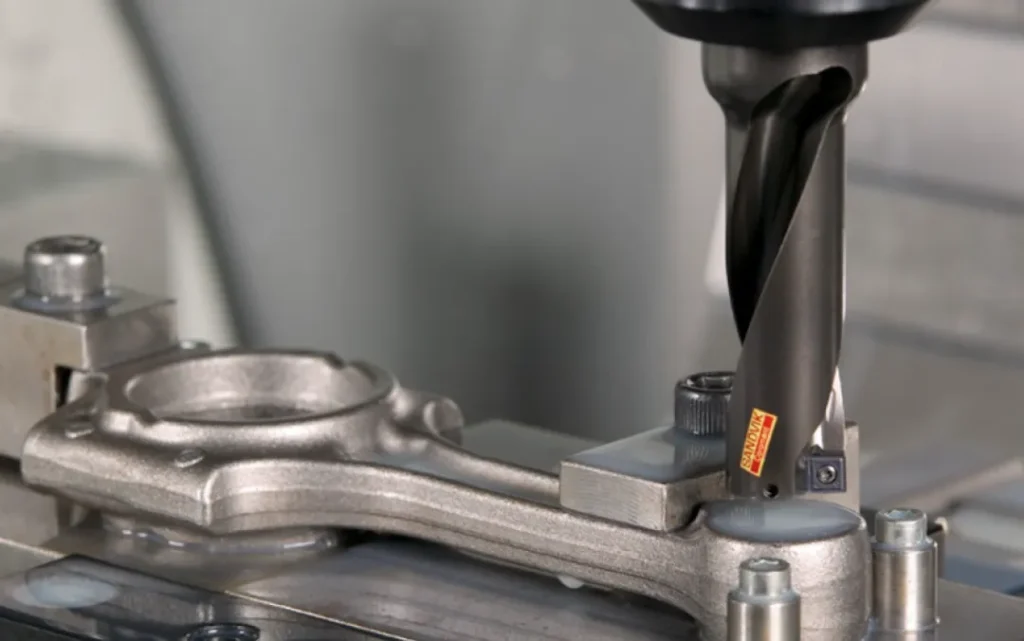
Among them, several CNC machine tools are roaring, the spindles are running, coolant is splashing, and the indicator lights are flashing rhythmically. All the conditions presented look very modern and extremely efficient.
But what I saw was a different scene.
Operator Xiao Chen was changing tools repeatedly. He first used an end mill made of solid carbide to process steel parts. However, the tool wore too fast and had to be replaced every twenty parts processed. He shook his head helplessly and switched to a coated tool, but realized that chip removal was not smooth. He then switched to an indexable milling cutter, but this time the blade cracked.
"Changing the tool, setting the tool, and re-adjusting the machine just wastes me two hours every day on the tools." Xiao Chen told me.
I asked him: "Do the tools you use match this machine tool?"
He was stunned for a moment.
02Tools are not supporting roles, they are the soul mates of machine tools.
Many people spend hundreds of thousands or millions on CNC machine tools, but treat the tools as "accessories."
It's like buying a top-of-the-line sports car and putting the cheapest tires on it.
Ridiculous? Happens every day.
Let me ask you a question: There is a five-axis machining center with a spindle speed of 20,000 rpm and an accuracy of micron level. Then you install a tool handle with a dynamic balance grade of only G6.3 on it. The centrifugal force is generated during high-speed rotation, causing the tool tip to beat more than 0.02 mm. So where does the accuracy you spent a lot of money to buy go?
Answer: Destroyed by your own hands.
Ever since, the first core point emerged, that is: the accuracy level of the tool system must be equal to or higher than the accuracy level of the machine tool. This is an iron rule, not a suggestion.
> Keywords: Tool path optimization
Whenever you program, the path the tool travels determines how the tool contacts the material. An optimized path distributes the load evenly on the tool and prevents momentary overload conditions. For example, the spiral cutting method is used instead of the vertical penetration method to keep the cutting depth and cutting width constant. These details are not automatically generated by the software, but are the embodiment of your value as a craftsman.
03Case: Same machine tool, different fate
I have been to two companies that make molds, called Factory A and Factory B.
Factory A purchased a machining center imported from Germany, and then purchased a complete set of domestic tool holders and milling cutters from the Internet. During the processing of the electrode, its surface roughness is always in an unstable state. They thought there was a problem with the machine tool, so they asked the manufacturer to come for repairs three times, but in the end they still couldn't solve it. Then an old master said: Change a set of hydraulic tool holders and give it a try. After replacing it, the problem was solved.
The boss of Factory A said to me : "It turns out it's not the problem with the machine tools, it's that I despise the tools."
Factory B is also the center of machining, but they strictly match the tools from the beginning. They use powerful milling tool holders for rough machining, spring chucks for semi-finishing, and hydraulic tool holders or heat shrink tool holders for finishing. Each tool is dynamically balanced, and the tool length is controlled within three times the diameter. What is the result? The machine tool has been used for five years, and the accuracy is still good. The product qualification rate has been maintained at 99.3% for a long time.
Hey, you see, the same kind of machine tool, just because of the difference in attitude towards the tools, has embarked on a completely different path.
04Frequently Asked Questions: Ask and Answer
Q: Will the length of the rivets on the tool handle be inconsistent?
A: It has a significant impact. There is a difference in the length of the rivets, which will change the contact position of the tool holder on the tapered surface in the spindle, resulting in a loss of repeat positioning accuracy. Therefore, the same batch of rivets must be used uniformly.
Q: If the tool runout exceeds 0.01mm, can it still be used?
A: Not available. If the runout amplitude is too large, it will lead to unbalanced multi-tooth cutting, and the load borne by a single tooth will increase sharply, which will shorten the life by more than 50%. It must be controlled within 0.005mm during finishing.
Q: Is heat-shrinkable tool holder necessary for high-speed machining?
A said that this is not necessarily the case. Hydraulic tool holders are feasible, as are high-precision spring chucks. However, heat shrink tool holders have the characteristics of good dynamic balance and small interference, so when the rotation speed exceeds 15,000 rpm, it is the first choice.
Q: How often should I check the status of my tools?
A: Each shift must have at least one homework assignment. It is necessary to use a tool setter to measure the wear amount of the tool and the runout of the tool tip, and record the relevant data to form predictive maintenance measures. You must not wait until the tool breaks before replacing the tool.
Q: Are cheap knives really not a good deal?
For A, calculate the cost of a single piece. Low-priced tools have frequent tool changes, high scrap rates, and often higher overall costs. Use the single piece cost formula, which is (the unit price of the tool plus the labor time for tool replacement) divided by the number of pieces processed.
05From “tools” to “tool chains”, the closed loop I see
Let me tell you another story.
As a friend of mine, Lao Zhang opened a small CNC machining workshop. When he first purchased the machine tool, the dealer gave him twenty cheap tool handles. He thought he had taken advantage of it. However, three months later, he noticed that the machined holes were always out of round and there were vibration marks on the inner wall.
He spent two weeks checking: there was no problem with the spindle, the bearings, and the coolant.
He used a lever dial indicator to check the end face runout of the tool handle – 0.03 mm.
He sat on the floor of the workshop and was silent for a long time.
After that, he replaced a set of precision tool holders, and the runout could be controlled within 0.003 mm, and the vibration marks disappeared. In addition, he also implemented one thing, that is, he designed a "Tool Inspection List" by himself, requiring each operator to check the status of the tools every two hours.
> I asked Lao Zhang: "What do you think of tools now?"
> He said: "Tools are not consumables, they are my second spindle."
06Question and Answer: Why do we always ignore tools?
Question: Why are some people willing to spend a lot of money on machine tools, but save money on tools?
The answer is this, because machine tools belong to the category of "fixed assets", recording them in the ledger can be depreciated; tools belong to "low-value consumables" and need to be accounted for through expense accounts. Financial thinking overrides technical thinking.
Question: So what is the correct approach?
Answer: Think of tool investment as a capacity investment, not as a consumption cost. There is a hydraulic toolholder worth 5,000 yuan, which can enable your machine tool to create 20,000 more qualified parts. If you can't figure out the results, then don't talk about lean manufacturing.
Q: A small factory has a limited budget, what should it do?
The answer is to prioritize tool quality in key processes. For example, use good tools for finishing, while lowering standards appropriately for roughing. In addition, it is necessary to choose indexable tools. The tool body is used for a long time and only the blade is replaced, so as to dilute the single cost.
> Keywords: thermal compensation
When a CNC machine tool is in continuous operation, the spindle will generate heat, the guide rail will generate heat, and the ball screw will also generate heat. Thermal expansion causes changes in the relative position of the tool. If your tool system does not reserve a measurement reference for thermal compensation, for example, if you do not design a standard detection ring on the tool holder, then even if your temperature compensation function is extremely advanced, it will not be able to compensate for the actual offset of the tool tip. Remember: Compensation algorithms are theoretical, but benchmarks on tools are real.
07Say it again and again: Tools are an extension of machine tools
In this article, I repeat the same point again and again, that is: your attitude towards the tools will determine the true level of the machine tool you own.
Look, there is a table of technical parameters for a machine tool. The positioning accuracy is 0.005mm, the repeatability accuracy is 0.003mm, the spindle power is 20kW, and the maximum torque is 100Nm. These numbers are very beautiful.
However, when you install a tool holder with a runout of 0.02mm, use a tool with uneven wear, the tool length extends beyond five times the diameter and there is no support – unfortunately, your actual accuracy will drop directly to the 0.05mm level, and more than half of the power and torque will be consumed by the unstable cutting process.
It's like this: you hold a sword that can cut iron as easily as mud, but the hand holding the sword keeps shaking. Can you blame the sword?
08Action suggestions: Start today and do four things
Take a look at the tool inventory you have and list the types of tool handles, chucks, rivets and tools, as well as their accuracy levels. Eliminate all those that have runout beyond the standard range, have serious wear and tear, and have unclear sources.
Build a file for each tool, record the date of purchase, record the duration of use, register the beating value, and record the parameters after each sharpening. You don't need expensive software, an Excel spreadsheet is enough.
Calculate your unit cost again, include the cost of tools, the man-hours for tool replacement, and the loss of scrap caused by tool problems. Put them all into the formula, and you will find that the cheapest tools often show the most expensive characteristics.
A "Tool and Machine Tool Matching Review" is conducted once a week. Ask yourself: What tolerances am I trying to achieve with this machine? Can the current tool system guarantee this? If there is any inconsistency, make adjustments immediately.
09Ending: Back to me outside the glass window
Now, I am standing outside the glass window of the workshop again.
I saw that Xiao Chen stopped frequently changing tools. He was currently using a tool setter to measure a newly installed milling cutter. The relevant data was recorded on the tablet. A tool inspection table could be seen hanging near the machine tool, as well as a "Machine Tool-Tool Matching Comparison Table" hanging there.
He looked up, saw me, and smiled.
I smiled too.
Because I know that he finally understood that sentence——
"What you buy is not a machine tool, you buy a complete processing system. And the tool is the heart of this system."
> Keywords: multi-axis linkage
When you use four-axis or five-axis machining, the attitude of the tool will change in real time with the rotating table or swing spindle. At this time, the tool length, tool tip point coordinates, and tool holder interference range must be calculated in advance. A simple suggestion is given, in C The AM software fully simulates the three-dimensional model of the tool assembly including the tool holder and rivets to ensure that there will be no collision with the workpiece or fixture at any angle. Don’t wait until the machine tool crashes to regret it, because then you will not only lose the tool, but also weeks of downtime.
Finally, remember: every knife is an extension of your will. Treat it well and it will treat your parts well.
Take action starting today.



