Quick answer:
Tungsten machining refers to the process of shaping, cutting, and finishing tungsten and its alloys, which are known for extreme hardness, high density, and heat resistance. This material is notoriously difficult to machine using conventional methods because it is brittle and wears down standard cutting tools quickly. Successful tungsten machining typically requires specialized equipment, carbide or diamond tooling, rigid setups, and controlled cutting parameters. It is widely used in aerospace, defense, medical, and energy applications where high strength and thermal stability are critical.
If you are sourcing machined tungsten parts, understanding the material’s limitations and the required process adjustments is essential to avoid tool breakage, poor surface finish, and high scrap rates.
Why Tungsten Is Difficult to Machine
Tungsten has the highest melting point of any metal and a very high hardness level. These properties make it resistant to deformation but also cause rapid tool wear. The material’s brittleness can lead to cracking or chipping during machining if the process is not carefully controlled.
Another challenge is its low thermal conductivity relative to other metals. Heat generated during cutting stays concentrated at the tool tip, accelerating tool degradation. Without proper coolant application and speed control, the risk of work-hardening also increases.
For these reasons, standard machining approaches used for steel or aluminum are not suitable for tungsten. Shops must adjust their entire setup, including machine rigidity, tool geometry, and feed rates.
Common Tungsten Alloys Used in Machining
Pure tungsten is rarely machined due to its extreme brittleness. Most machined parts are made from tungsten alloys that improve workability while retaining desirable properties.
Tungsten heavy alloys are the most common for structural machined parts. They offer a good balance of density, strength, and machinability. Tungsten carbide is even harder and typically requires grinding rather than conventional cutting.
Recommended Machining Processes
The most effective processes for tungsten machining depend on the alloy form and part geometry.
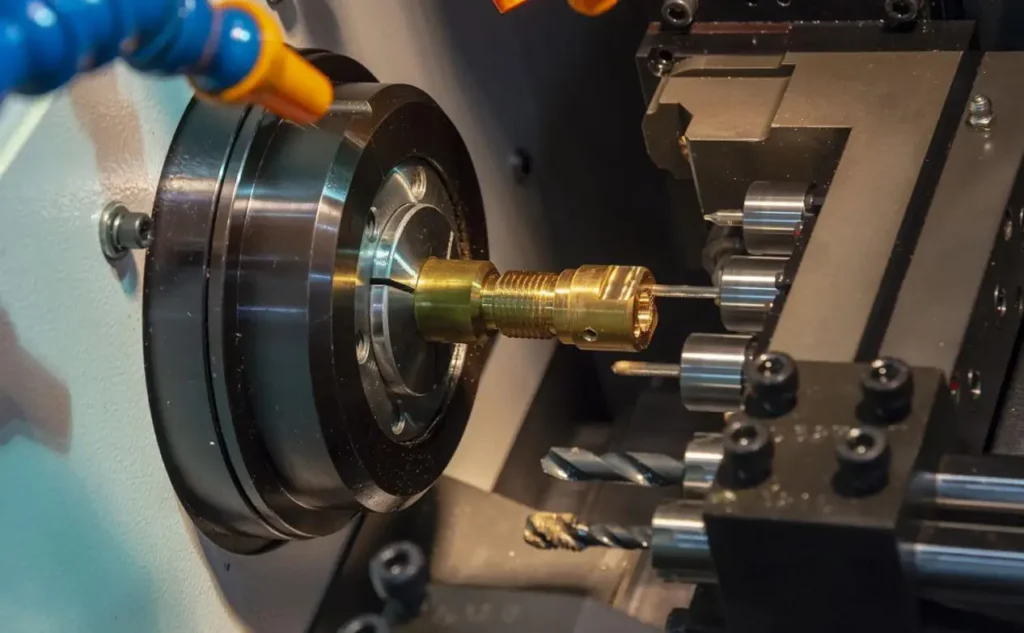
Conventional turning and milling are possible for tungsten heavy alloys but require rigid setups and slow speeds. Tool engagement should be consistent to avoid interrupted cuts, which can cause chipping.
Grinding is the preferred method for tungsten carbide and for achieving tight tolerances on hard alloys. Diamond or CBN wheels are standard.
Electrical discharge machining (EDM) works well for complex shapes and small features, especially in conductive tungsten alloys. Wire EDM and sinker EDM can produce fine details without mechanical stress.
Waterjet cutting is an alternative for flat parts, as it generates no heat-affected zone and minimizes material stress.
Tool Selection and Cutting Parameters
Choosing the right tooling is critical to success in tungsten machining. Carbide tools may be adequate for soft tungsten alloys, but for denser grades, polycrystalline diamond (PCD) or cubic boron nitride (CBN) tools are recommended.
Cutting parameters should be conservative. In general:
Speed: 30–60 SFM for carbide tools; higher for PCD
Feed: Light to moderate, with consistent chip load
Depth of cut: Shallow passes to reduce tool stress
Coolant: High-pressure flood coolant is essential for heat evacuation
The machine itself must be rigid. Vibration or chatter will quickly damage both the tool and the workpiece.
Key Challenges and How to Address Them
Tool wear is the most common issue. Using harder tool materials and reducing cutting speed can extend tool life significantly.
Cracking and chipping often result from thermal shock or interrupted cuts. Preheating the workpiece in some cases can reduce brittleness, and maintaining a constant cut is essential.
Work-hardening occurs if the tool rubs instead of cuts. Maintaining a positive rake angle and avoiding dwell marks helps prevent this.
Surface finish can degrade if the tool becomes dull. Regular tool inspection and replacement are necessary to maintain quality.
Surface Finish and Tolerance Expectations
Tungsten parts can achieve surface finishes as fine as 16–32 Ra with proper grinding. For conventional machining, 63 Ra is more typical.
Tolerances of ±0.001 inches are achievable on stable geometries, but tighter tolerances require grinding or EDM. Shops must account for material spring-back and thermal expansion during setup.
Dimensional stability is generally good, but stress relief after roughing is recommended for complex parts.
Cost Factors in Tungsten Machining
Machining tungsten costs more than machining steel or aluminum for several reasons.
Tooling expense: PCD and CBN tools are significantly more expensive than carbide.
Slower cycle times: Lower speeds and multiple passes increase machining time.
Higher scrap risk: Mistakes are costly because the material is expensive and difficult to rework.
Specialized equipment: Not all machine shops have the rigidity or coolant systems required.
A typical rule of thumb is that tungsten machining costs 3–5 times more per part than standard steel machining, depending on complexity and tolerances.
Common Questions About Tungsten Machining
Can tungsten be machined on a standard CNC lathe?
It depends on the alloy and part size. Light-duty lathes often lack the rigidity needed. A rigid CNC lathe with high-torque spindle and proper coolant system is recommended for consistent results.
What is the best tool material for machining tungsten?
For tungsten heavy alloys, carbide tools may work for short runs. For production or harder grades, PCD or CBN tools provide longer tool life and better surface finish.
Does tungsten require heat treatment after machining?
Stress relief is sometimes recommended after rough machining to reduce the risk of distortion during finishing. Full heat treatment depends on the alloy and application requirements.
How do you avoid cracking when drilling tungsten?
Use a rigid setup, peck drilling cycles, and ample coolant. A slow feed rate and sharp drill geometry are essential. Carbide or diamond-coated drills are preferred.
Is EDM better than milling for tungsten?
EDM is better for complex shapes, small holes, or very hard tungsten grades. Milling is faster for simple geometries in tungsten heavy alloys but requires careful parameter control.
Can tungsten be welded after machining?
Tungsten and its alloys are difficult to weld due to high thermal conductivity and brittleness. Brazing or mechanical fastening is more common for joining tungsten parts.
What industries use machined tungsten parts most often?
Aerospace, defense, medical imaging, oil and gas, and nuclear energy all rely on machined tungsten for applications requiring high density, radiation shielding, or thermal resistance.
How do I get a quote for tungsten machining?
Send your part drawing or CAD file to a shop experienced with tungsten. Include material grade,tolerance requirements, and quantity. YPMFG offers engineering review and quoting for custom tungsten parts.
Choosing the Right Machining Partner for Tungsten Parts
Tungsten is not a material for general-purpose machine shops. Success depends on experience with hard metals, access to specialized tooling, and the ability to control process variables.
When evaluating a partner, ask about their experience with tungsten machining, what tool materials they use, how they handle thermal management, and what inspection methods they apply for tight tolerances.
At YPMFG, we support projects that involve difficult-to-machine materials. Our team can review your specifications, recommend the most suitable alloy and machining approach, and provide a detailed quote with realistic lead times.
If you are considering tungsten for your next application, send your drawings or requirements to YPMFG for an engineering evaluation and machining feasibility assessment.


