I. Standard Surface Treatment
This primarily involves cleaning and deburring, as milling and tool marks may remain. The maximum surface roughness is Ra 125 microinches. This is the default surface treatment for all CNC machined parts, without the application of additional surface treatments. Standard surface treatment after milling in machining is suitable for all machined materials.
The standard surface treatment aims to thoroughly remove impurities such as oil, rust, dust, and cutting fluid residue from the part surface during cleaning. This not only helps improve the adhesion and effectiveness of subsequent treatments but also ensures the hygiene standards and performance stability of the part during use. Deburring focuses on eliminating sharp edges and micro-protrusions generated during machining. These burrs not only affect the appearance quality of the part but may also cause wear, scratches, and even safety hazards during use. Through refined deburring processes, such as mechanical grinding, electrochemical deburring, or ultrasonic cleaning, a smoother surface can be ensured, improving overall machining accuracy and service life, and laying a solid foundation for subsequent surface treatments such as painting and electroplating.

II. Anodizing Treatment
- Transparent Anodizing: Transparent anodizing is a process that uses an electrochemical reaction to treat the surface of metals such as aluminum profiles. Its main purpose is to generate a transparent and dense oxide film on the metal surface to improve the metal’s corrosion resistance and aesthetics. The following is a detailed explanation of transparent anodizing:
1.1) Definition and Principle
Definition: Transparent anodizing is the process of placing metal (mainly aluminum and its alloys) in a suitable electrolyte and applying an external current to form a colorless and transparent oxide film on the metal surface. The coating thickness is typically between 0.0002 and 0.0012 inches. This treatment may slightly darken the color of the parts.
Principle: Based on an electrochemical reaction, when a metal is placed in an electrolyte, a layer of ions (such as oxygen ions, hydrogen ions, etc.) adsorbs onto the metal surface. Under the action of an external current, these ions gradually undergo an electrochemical reaction to form an oxide film. In this process, the polarity of the current plays a crucial role, causing the oxide film to form a protective layer on the metal surface.

1.2) Characteristics and Advantages
Transparency: The resulting oxide film is colorless and transparent, maintaining the original luster and color of the metal while enhancing its aesthetics.
Corrosion Resistance: The oxide film exhibits high corrosion resistance, effectively resisting environmental erosion and extending the service life of the metal.
Hardness and Wear Resistance: The oxide film possesses high hardness and wear resistance, protecting the metal surface from mechanical damage.
Adsorption: The microporous structure of the oxide film surface allows it to adsorb various substances, such as lubricants and dyes, thus expanding its application range.
Environmental Protection: Transparent anodizing is relatively environmentally friendly and does not cause pollution.
1.3) Application Areas
Transparent anodizing has wide applications in various fields, including but not limited to:
Architectural Decoration: Used for surface treatment of building materials such as aluminum alloy doors and windows, and curtain walls, improving aesthetics and corrosion resistance.
Transportation: Used for surface treatment of parts in automobiles, airplanes, and other transportation vehicles, improving wear resistance and corrosion resistance.
Electronic Products: Used for surface treatment of the casings of electronic products such as mobile phones and computers, enhancing their aesthetics and texture.
Daily Necessities: Used for surface treatment of everyday items such as pots and pans, improving corrosion resistance and lifespan.
1.4) Precautions
Electrolyte Selection: Different electrolytes affect the properties and color of the oxide film; therefore, a suitable electrolyte must be selected based on specific requirements.
Process Parameter Control: Process parameters such as current, voltage, temperature, and time have a significant impact on the quality and thickness of the oxide film and require strict control.
Post-treatment: To further improve the performance and application effect of the oxide film, post-treatments such as sealing and dyeing may be necessary.
III. Black and Colored Anodizing
These are two different metal surface treatment technologies, mainly applied to aluminum and its alloys to improve their corrosion resistance, wear resistance, and aesthetics. The following is a detailed analysis of these two anodizing technologies:
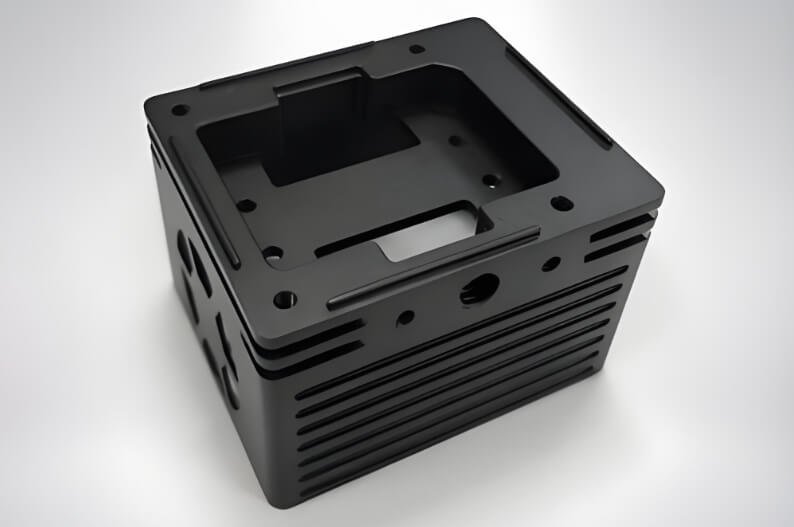
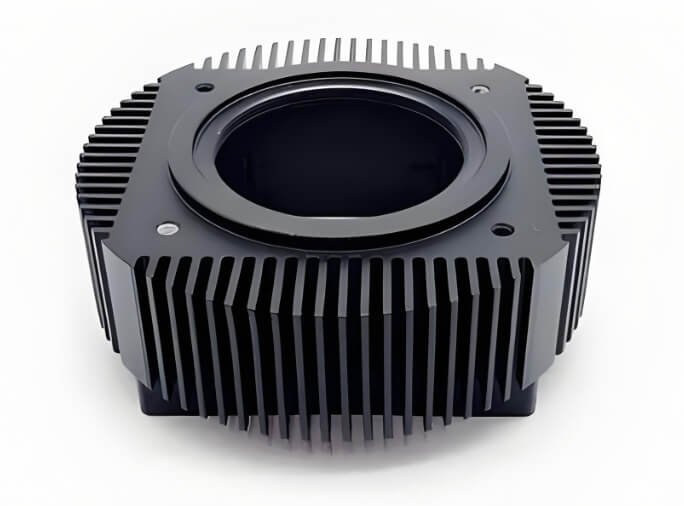
- Black Anodizing
1.1) Definition and Principle
Black anodizing refers to the process of forming a dense, uniform, microporous black oxide film on the surface of aluminum through electrolysis. This process typically includes two steps: standard anodizing and electrolytic dyeing. In the standard anodizing stage, a semi-porous alumina layer forms on the aluminum surface; subsequently, through electrolytic dyeing technology, metal salts, inorganic dyes, or organic dyes are penetrated into the pores of the alumina layer to form a black oxide film; finally, a sealing treatment is performed to close the pores and capture the dye, improving the hardness and corrosion resistance of the oxide film.
1.2) Characteristics and Advantages
Corrosion Resistance: The oxide film formed by black anodizing has excellent corrosion resistance, resisting the erosion of various chemical substances, including water, gases, alkalis, and acids at room temperature.
Heat Resistance: Aluminum that has undergone black anodizing and proper sealing is heat-resistant and will not corrode or discolor at high temperatures.
Aesthetics: Black anodizing gives aluminum a beautiful matte black surface, providing excellent decorative effects and suitable for various applications.
Abrasion Resistance: The oxide film has high hardness and abrasion resistance, protecting the aluminum surface from mechanical damage.
- Colored Anodizing
2.1) Definition and Principle
Colored anodizing refers to the process of forming an irregular, porous, and randomly thick oxide film on the surface of aluminum alloys through electrolysis. By controlling parameters such as oxidation time and temperature, the oxide film surface can exhibit different colors (such as gold, silver, cyan, purple, red, etc.). This technology also includes two steps: anodizing and dyeing, but the dyes and process conditions used in the dyeing process differ from those in black anodizing.
2.2) Characteristics and Advantages
Decorative: Colored anodizing gives aluminum a rich variety of surface colors, providing excellent decorative effects and is suitable for electronic devices, watches, jewelry, and other fields.
Corrosion Resistance: Although the oxide film formed by colored anodizing is relatively thin and its corrosion resistance is relatively weak, it can still resist the erosion of mild corrosive environments to a certain extent.

IV. Hard Anodizing (Type III)
Hard anodizing is an advanced surface treatment technology that creates a thicker, harder oxide film on aluminum and its alloys than standard anodizing. This coating significantly enhances the wear resistance, corrosion resistance, and scratch resistance of parts, thereby greatly improving their durability and service life. Furthermore, hard anodizing serves as an ideal substrate for wet painting, coatings, or other further surface treatment processes, enhancing the adhesion between the coating and the substrate.
It is worth noting that while hard anodizing allows for a degree of color selection, its greater coating thickness (typically 0.002 inches or thicker) can result in a duller or less vibrant color compared to thinner coatings. However, this sacrifice in color performance is compensated by superior physical protection and durability, a highly valuable feature for many industrial applications.
Hard anodizing (Type III) strictly adheres to the MIL-A-8625 standard, a set of standard specifications for anodizing processes established by the U.S. military to ensure quality control throughout the process and consistent performance of the final product. Hard anodizing processes conforming to this standard are widely used in aerospace, automotive manufacturing, defense, and heavy machinery industries, and are particularly important for components requiring extreme operating environments and high-intensity use.
V. Shot Peening
Shot peening is a precision surface treatment technique designed to improve the surface quality and performance of parts through precise physical impact. The process begins with thorough cleaning of the parts to remove oil, rust, and impurities, while simultaneously deburring to ensure a smooth, flawless surface. The parts are then placed in a shot peening machine, which uses a high-pressure airflow to propel fine glass beads or other hard particles (such as steel shot or ceramic beads) at high speed onto the part’s surface.
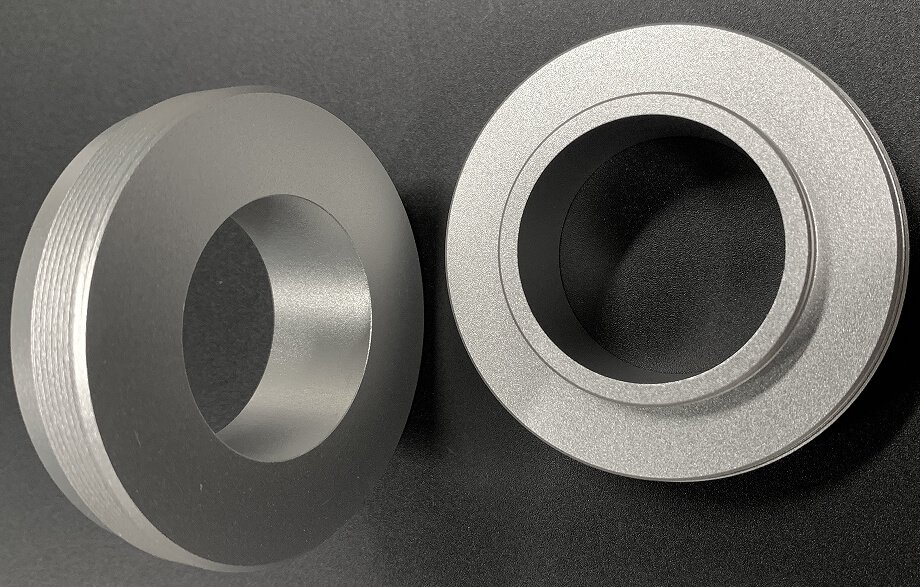
This high-pressure shot peening process effectively removes surface deposits, oxide layers, and old coatings, while also smoothing surface roughness and eliminating tool marks, mold marks, and other minor unevenness left from the machining process. Importantly, the impact force applied during shot peening is precisely controlled, only sufficient to improve surface quality without damaging the base material of the part. This ensures that the treated part has both an aesthetically pleasing matte finish and retains its original strength and integrity.
The advantages of shot peening lie in its ability to significantly improve the corrosion resistance, fatigue strength, and coating adhesion of parts. Furthermore, by adjusting parameters such as the type, size, blasting speed, and angle of the shot peening medium, the surface roughness and texture after treatment can be precisely controlled to meet the specific surface performance requirements of different applications. In addition, shot peening is often used in the pretreatment stage of parts to improve the adhesion and uniformity of subsequent coatings, platings, or other surface treatment processes.
VI. Chemical Film Treatment
Chemical film treatment is a technique that uses chemical reactions to form a thin, dense protective film on a metal surface. This film significantly improves the corrosion resistance of parts while maintaining excellent electrical conductivity. This treatment not only effectively blocks external corrosive media and extends the service life of parts, but also, due to its good conductivity, is widely used in electronics, electrical engineering, and communications to ensure smooth transmission of current or signals.

As an ideal undercoat for subsequent coating processes such as powder coating, chemical film treatment enhances the adhesion between the coating and the substrate, improving the overall stability and durability of the coating. Notably, the surface of chemically treated parts may exhibit subtle variations from pale yellow to golden depending on the treatment formula and conditions, adding a unique metallic luster.
The coating thickness formed by chemical film treatment is extremely small, typically controlled between 0.00001 and 0.00004 inches. This ultra-thin film layer has almost no impact on the dimensional accuracy and mechanical properties of the parts, while significantly improving their protective capabilities. Furthermore, this treatment technology strictly adheres to industry standards such as MIL-DTL-5541, ensuring the reliability and consistency of the treatment quality, enabling chemically treated parts to meet various stringent application requirements.
VII. Electroless Nickel Plating
Electroless nickel plating (also known as electroless nickel plating or autocatalytic nickel plating): Electroless nickel plating technology uses a chemical reaction, rather than a traditional electrolytic process, to uniformly deposit a dense nickel plating layer on the surface of a metal substrate. This treatment method is particularly suitable for irregular surfaces with complex shapes or those that are difficult to plate effectively by electrolysis, providing them with excellent protection against corrosion, oxidation, and wear.

Parts treated with electroless nickel plating exhibit a bright nickel color. This plating not only gives the parts an aesthetically pleasing appearance but also slightly improves the surface roughness of the underlying material, resulting in a smoother overall surface. This improved smoothness facilitates subsequent machining, assembly, and painting processes.
Regarding coating thickness, electroless nickel plating offers a high degree of controllability, with thicknesses starting from 0.0001 inches, adjustable to meet specific application requirements. This flexibility ensures that electroless nickel plating provides an ideal solution for applications requiring ultra-thin plating to maintain dimensional accuracy or for areas needing thicker plating for enhanced protection.
Furthermore, the performance and quality of electroless nickel plating strictly comply with military and industry standards such as MIL-C-26074. These standards provide detailed specifications for the plating’s composition, structure, thickness, adhesion, corrosion resistance, and appearance, ensuring the reliability and durability of electroless nickel-plated parts in extreme environments.
VIII. Electrochemical Polishing
Electrochemical polishing is an advanced surface treatment technology that utilizes electrochemical principles combined with mechanical action to perform fine cleaning and polishing on steel parts. This process involves applying a specific current between the part and the electrolyte, causing the metal atoms on the part’s surface to dissolve under electrochemical action. This effectively reduces surface roughness, microcracks, oxides, and other contaminants, thereby reducing corrosion risk and significantly improving appearance quality.

Electrochemical polishing not only produces a uniform, smooth, and highly polished mirror finish on metal surfaces, but also allows for precise control over the thickness of material removed from the metal surface, typically between 0.0001 and 0.0025 inches. This precise control ensures that the treated parts maintain their original dimensional accuracy while achieving ideal surface quality.
Furthermore, the electrochemical polishing process conforms to internationally recognized standards such as ASTM B912. These standards provide detailed specifications for electrolyte composition, processing conditions, and surface quality assessment, ensuring the consistency and reliability of the electrochemical polishing process. Therefore, electrochemical polishing technology is widely used in aerospace, medical devices, precision instruments, jewelry, and other fields to meet the extremely high requirements for part surface quality.
IX. Heat Treatment
Heat treatment is an important metalworking technique that alters the internal structure of metal parts through heating and cooling, thereby significantly improving their material properties. This process enhances key properties of metals such as hardness, toughness, wear resistance, and corrosion resistance, making parts more adaptable to complex and changing working environments.
It is worth noting that the color of metal parts may change during heat treatment. This change is usually deeper than the original material, but the specific manifestation depends on parameters such as the type of heat treatment, heating temperature, holding time, and cooling rate. This color change is often a direct reflection of changes in the metal’s microstructure, but it does not directly affect the performance of the part.

Heat treatment technology encompasses various types, with Rockwell hardness heat treatment (although usually referring to hardness testing rather than a specific heat treatment process, it may refer to the process of increasing Rockwell hardness through heat treatment, such as quenching) and annealing being two common examples. Heat treatments that increase hardness, such as quenching, achieve high hardness and strength in metals through rapid cooling; while annealing eliminates stress, reduces hardness, and increases toughness through slow cooling, making the metal easier to machine.
Furthermore, heat treatment processes strictly adhere to international standards such as ASTM B917 or relevant industry standards. These standards specify in detail key parameters such as the temperature range, time control, and cooling method of heat treatment to ensure the consistency and reliability of the heat treatment results. Following these standards allows for effective control of performance changes in metal parts, meeting the needs of specific applications.
X. Passivation Treatment
Passivation treatment is a surface treatment technique specifically designed to enhance the corrosion resistance of stainless steel and other specific metallic materials. This treatment is particularly suitable for 200, 300, and 400 series stainless steels, as well as precipitation-hardening, high-corrosion-resistant specialty steels. By forming an extremely thin and dense passivation film on the metal surface, passivation treatment effectively isolates the metal from direct contact with corrosive media in the environment (such as oxygen, water, acid, alkali, etc.), thereby significantly improving the corrosion resistance of the material.

As a crucial step in metal processing, passivation is often performed before packaging as the final cleaning and protective process. This step ensures that metal parts maintain their excellent corrosion resistance during transportation, storage, and use, preventing premature corrosion caused by environmental factors.
It is noteworthy that the passivation film formed is extremely thin, typically only about 0.0000001 inches (nanometer level). Despite its minuscule thickness, its protective effect is remarkably significant. This ultra-thin passivation film not only does not alter the dimensional accuracy and mechanical properties of the metal parts but also significantly improves their surface quality and corrosion resistance.
The passivation process strictly adheres to internationally recognized standards such as ASTM A967. These standards provide detailed specifications for passivation process parameters, film quality, and corrosion resistance testing, ensuring the consistency and reliability of the passivation process. Therefore, passivated metal parts can maintain long-term stable performance in various harsh environments and are widely used in chemical, petroleum, marine engineering, and food processing industries.
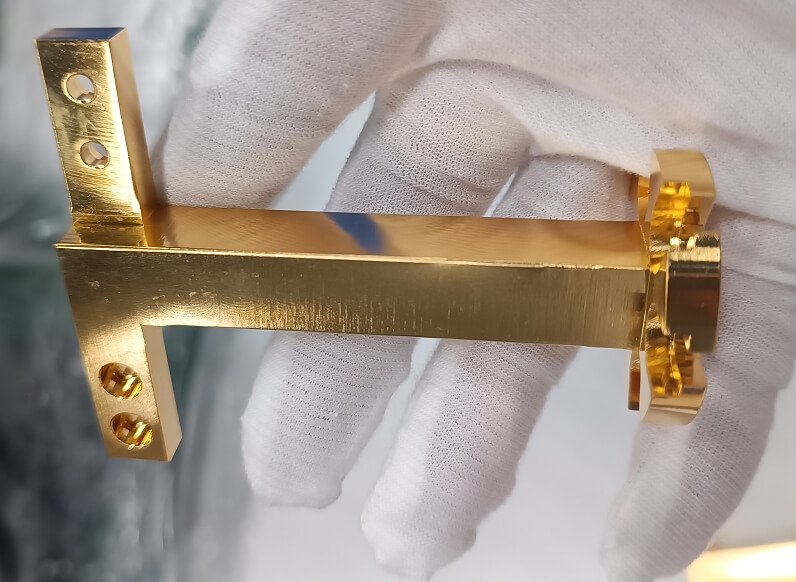
XI. Gold Plating
Gold plating involves depositing a thin layer of pure gold/gold alloy onto the surface of metal parts, giving them excellent corrosion resistance and anti-tarnishing properties. Gold, as a precious metal, not only possesses an attractive golden appearance but also exhibits low contact resistance, excellent conductivity, and superior solderability. These properties make gold plating widely used in electronics, communications, jewelry, and precision instrument manufacturing.
The specifications and performance parameters of gold plating follow international standards such as MIL-G-45204. These standards detail key indicators such as the thickness, purity, adhesion, and appearance quality of the gold plating layer to ensure consistency and reliability. In practical applications, the specific specifications and grades of gold plating are customized according to customer needs. Common classifications include Type I, Type II, or Type III, and grades A, B, or C. These classifications are primarily based on the thickness, appearance, and performance requirements of the gold plating layer. Furthermore, gold plating is also classified into categories 00, 0, or 1 based on the intended use and operating environment of the parts to further meet specific application requirements.
Regarding the coating thickness of gold plating, it is typically controlled between 0.00002 and 0.00005 inches. This thickness range ensures good performance of the gold plating layer while avoiding unnecessary material waste. The thickness of the gold plating layer directly affects its corrosion resistance, conductivity, and appearance quality; therefore, precise control of various parameters during the gold plating process is necessary in actual operation.
Finally, the price and delivery time of gold plating are affected by various factors, including the thickness, grade, and type of the gold plating layer, the size and shape of the parts, production volume, and market supply and demand. Therefore, when ordering gold plating services, it is recommended to have detailed communication and negotiation with the supplier to ensure satisfactory products and services.
XII. Powder Coating
Powder coating is an advanced surface treatment method that uses electrostatic principles to adsorb evenly distributed dry powder coating (i.e., powder coating) onto the surface of the part to be coated. Subsequently, a thermal curing process melts the coating and tightly adheres it to the substrate, forming a continuous, highly protective colored surface layer.

Diverse Surface Effects: Depending on customer needs, powder coating technology can easily achieve surface effects ranging from semi-gloss to gloss, adding rich visual layers and texture to products. Semi-gloss effects give products a low-key and elegant appearance, while gloss effects make products appear brighter and more high-end.
Application Prerequisites: It’s important to note that powder coating technology typically requires a certain level of conductivity on the substrate surface to ensure uniform and effective adhesion of the powder coating. This requirement is crucial for selecting a suitable substrate and performing necessary pretreatment steps.
Mattly and Glossy Finishes: While powder coatings are often favored for their unique matte appearance, modern powder coating technology also supports customized gloss effects. By adjusting the powder coating formulation and curing process parameters, the final gloss level of the coating can be precisely controlled to meet diverse customer needs.
Coating Thickness Control: The typical thickness range for powder coatings is between 0.006 and 0.012 inches. This thickness ensures the coating’s protective performance while avoiding material waste and potential functional issues caused by excessive thickness. Precise coating thickness control is a major advantage of powder coating technology, helping to ensure the stability and consistency of coating quality.
Compliance with International Standards: Powder coating processes strictly adhere to internationally recognized standards such as ASTM D7803. These standards comprehensively specify the performance requirements, coating quality, and testing methods for powder coatings, providing reliable technical support and quality assurance for the widespread application of powder coating technology.