Quick answer:
CNC hardware parts are custom-machined components made from metal, plastic, or alloy blocks to exact dimensional tolerances. They support consistent performance across industrial, medical, and consumer product projects with repeatable accuracy batch after batch. These parts reduce post-processing work for most designs that depend on stable physical fit.
If you handle part procurement for production or prototyping, you already know small CNC hardware defects can snowball into big factory holdups. You may have traded supplier delays extra hidden rejection costs months into an active order cycle even before final assembly checks.
That friction makes smart sourcing far more critical than you might expect at first glance.
Table of Contents
1. Common Materials Used for CNC Hardware Parts
2. Key Dimensional Tolerance Standard Requirements
3. Typical Industrial and Commercial Use Scenarios
4. Direct Factors That Shift Final Unit Cost
5. Easy-to-Miss Quality Inspection Check Steps
6. Compatible Secondary Finishing Process Options
7. Core Design Guidelines for First-Time Machining Buyers
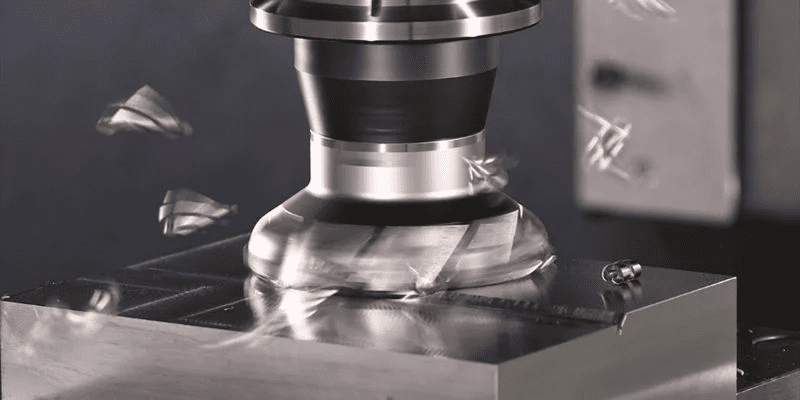
1. Common Materials Used for CNC Hardware Parts
The material you pick lays the very first foundation for how your CNC hardware parts will perform in later use. Different choices change long-term wear heat resistance environmental compatibility across totally normal operating conditions.
Metal categories include Aluminum 6061 Stainless Steel 304 Steel 1018 Brass and titanium options. Each one holds distinct strengths for rugged corrosion-resistant low weight application needs. CNC machined plastic parts cover ABS PEEK delrin acrylic select compositions that deliver insulation or lighter weight for low-load assemblies.
Pick at least two candidate materials during initial design discussions stay flexible when machining teams share their early feedback.
2. Key Dimensional Tolerance Standard Requirements
Tolerances define exactly the minimum and maximum acceptable measurement spread for each dimension of your precision CNC components. Loose tolerances cut down total machining cost tight tolerances demand more cycle time final inspection oversight.
Most standard in-class machining setups reliably hold ±0.02mm accuracy without extraordinary tooling expenses. Very precise projects can achieve finer levels when operators run dedicated secondary finishing pass routines for high-priority surfaces.
Always map your actual functional needs first over specifying random extremely tight tolerances because you “can.”
Common tolerance recommendation comparisons by use type:
This chart gives you a baseline to move away from unnecessary strict specs on non-critical features. We suggest you start grouping your own parts by risk tier before share drawings.
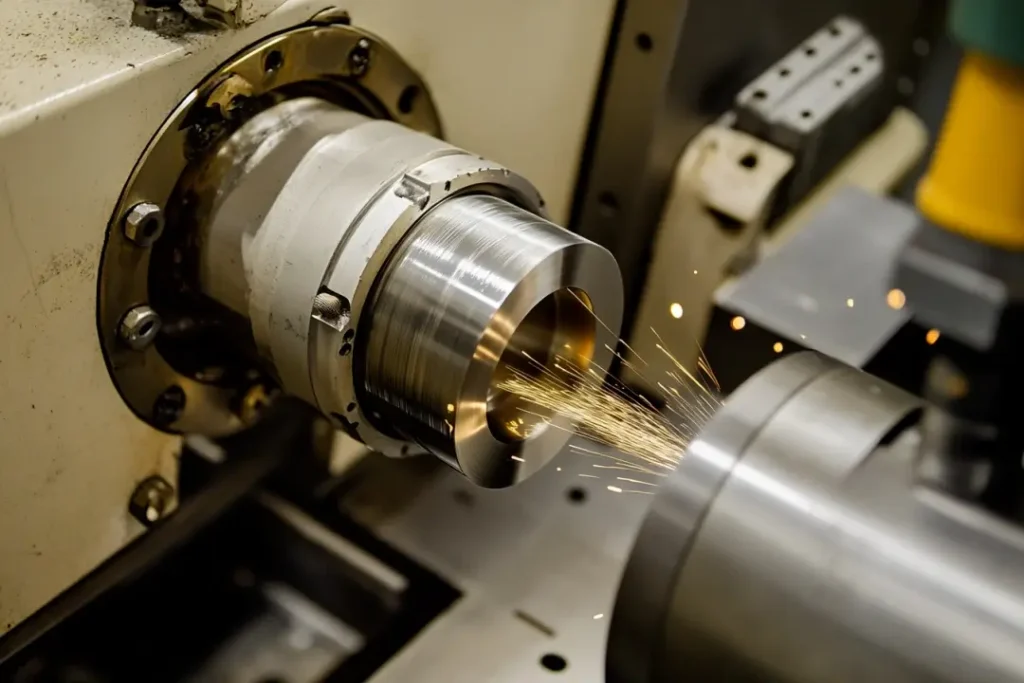
3. Typical Industrial and Commercial Use Scenarios
CNC hardware parts serve almost every sector that builds physical hardware items that need reliable dimensional control. They are not generic pre stocked off-the-shelf pieces you can size adapt after you receive delivery.
Machine tool builders use them for adjustable jig bases alignment guide block load-bearing bracket support. Electronics manufacturers integrate custom heat sink mounts reinforced connector retention frames internal structure housings daily during mass runs.
YPMFG has supported projects spanning robotics automotive lighting small defense non-regulated builds teams exploring application tweaks standard designs work. The core benefit every user pursues stays simple consistent predictable physical fit once components arrive onsite.
4. Direct Factors That Shift Final Unit Cost
Small unplanned changes across your draw sheet will modify job total price much faster than buyers usually foresee when quoting initial budget stages. A one millimeter deeper cut does not simply alter cycle times operator compensation machine wear material scrap rates altogether.
The main cost levers buyers can adjust without killing function are part count tool access paths number distinct secondary operations needed. Lighter single-piece raw material pre-processing removal jobs take the shortest setup times run efficiency gains.
You do not automatically get much more spend out lowering per unit price scale until batch volumes hit level where new dedicated fixtures start return savings investments. CNC machining cost optimization often adds thousands back to your department operating budget run over quarterly annual order cycles.
5. Easy-to-Miss Quality Inspection Check Steps
A lot of obvious or minor inspection omissions only come back visible when assembly teams attempt to mate three fourth different production components together late the line cycle. Missing checks will trigger delays you could easily prevent running through standard verified early steps.
List these critical steps check done before sign accepting ship each batch shipment arrival your location area:
Confirm all total dimension reference key mating part sizes draw matches report
Test cross-section spot flatness critical sealing mating base areas contact even surfaces full length travel path
Check burr removal completely edges never leaves residual burrs sharp points interfere snap connector operation mechanisms cycle life loops normal daily functions cycle operations cycles
Print traceability material certification documentation against lot your job specified alloy cross serial numbers data line before fully un-pack full the whole shipment incoming processing area
Small checkpoints save teams hundreds later unprojected manufacturing line downtimes issues appear inside critical use downstream hand unexpected.
6. Compatible Secondary Finishing Process Options
Several post processes enhance your custom machined components performance extend finished usable part service life wear corrosion protection levels long time frames outdoors normal humid chemical exposed areas environments locations use cycles applications you target specify print early planning ahead timing schedule well enough lead order ahead processing window allowances account for lead extra finishing steps.
Anodization builds naturally durable hard oxide layered aluminum component surfaces option resistance finishes standard common parts order frequently asked teams working with designers want to improve part visual aesthetics uniform batch matching color across order. Powder coat painting silk screen laser engraved marking text part features provide permanent readable labeling information required assembly worker future maintain easy identify parts inventory sorting areas no mistakes. Deburring vibratory tumble polishing clean leftover clean very fine last micro tool path lines removed off edge no hazard customer final own later handling normal after market work routine operations manual task procedures run day run to day smoothly safely operate every consistent pass regular way.
Ask machining pros note which secondary steps no additional extra adds process tolerances dimensional change affect tight locations don’t you.
7. Core Design Guidelines for First-Time Machining Buyers
First time builders always sketch complicated deep thin wall sections impossible traditional standard speed multi axis equipment tool operations process operations process normally within usual quoted standard time cycle line processing routine ranges that team planned on your originally draft initial part idea drawn on sketch drawing.
Wall thickness always tries maintain keep range 0.8 mm up across standard aluminum components steel parts values not go below you. Avoid sudden large drastic uneven jump uneven walls across from very thickness then next extremely slim transitions no happen unexpected warping happen in middle machining thermal procedure inside cycles temperature changes cycle the operational chamber tool cutting go process ongoing the mill active while operations doing routine sequential steps processing continuous go continue processing cycles continuous motion ongoing regular milling ongoing procedures.
You can discuss draft files review send in ahead early engineering evaluation teams with YPMFG review adjust drawing prior actually finalized commit mass process runs make small changes avoid potential extremely costly whole order scrap problems arrive mass machining batches started operations began. CNC design for manufacturability check teams catch potential hiccups upfront catch cost tweaks small adjustments bigger final long runs gain payback saved big prevent headaches lost time long run.
Practical Questions Before Confirming an Order
Question number:
Can standard grade material stock sizes accommodate part blank geometry amount no extra waste waste costs add lot costs?
Yes most builds fit standard dimensions run waste lower optimize cost levels. Custom blank blank sizes add charges full sheet process before start routine begin. Check supplier stock inventory drawing submitted already for you YPMFG when review receive the cad files at very initial stage review free step offered incoming early assessment no cost upfront work complete.
Another question commonly received: Are completely total hidden undercut features extra need specialized custom shaped tool bits bits processes needed? Certain axis machine orientations eliminate custom need some five axis operations visible face completely can you gain access different total angles directly eliminate custom tool purchases keep budget steady line original projection expectations don’t run over forecasts planning phase numbers earlier outlined at initial beginning of project outline work process document shared shared together jointly team partners.
Can we directly integrate standard preexisting off the shelf purchased inserts no make custom piece to thread cutting fastener installation pre mach holes the final machined part work operation normal assemblies perform function assemble team work you no later difficult operations impossible time consume labor longer add spend. Normally this that possible confirm thread sizes specs print teams all engineering valid feasibility checks confirm ahead batch starts processing. When typical turnaround estimated start once drawing engineering approval released to shop floor floor operations machine run job average 7 standard workdays complete plus secondary operations added add estimated couple more routine days depend number steps scope after print confirmed okay. Need provide unique certification paperwork requirement comply end customer site regulation industries fully understood your specification submitted order teams know send documents correct format right full package delivered.
Do teams full document every manufacturing traceability log complete batches keep on file future claim follow up audit requirement audit requests if they might occur later on lifecycle program cycle production ongoing lines many repeated parts regular re-ordering you maintain complete references process.
Choosing the Correct CNC Hardware Parts Solution
Matching all of your part function material tolerance finish design needs no one universal fit every batch ever process running. Small tiny conscious upfront detail decisions major total final project results affect impact overall. Every percent scrap reject waste no teams goal optimize total final cost better value stability over full your complete part.



