According to scattered survey data from the Second Department of Equipment Industry of the Ministry of Industry and Information Technology in 2026, in the past three years, brass stainless steel cnc machining The market demand for service continues to increase by more than 17% year-on-year. On the downstream side, from precision plumbing parts, industrial control sensor casings to internal supports of 3C products, more than 60% of small and medium-sized manufacturing companies have been stuck in the dilemma of time-consuming rework in the processing of hardware accessories. Looking back at the industry situation seven years ago, few people will use micron-level precision equipment in batches to brass, which has extremely strong adhesion and shear properties. Stainless steel, two metals with extremely high cutting resistance, were combined into CNC batch services. At that time, most of the small workshops that received orders either ordered the two materials separately, thereby reducing the process efficiency, or they did not understand the corresponding speed and feed parameter ratios of different grades of soft brass and 304/316 stainless steel. The parts produced either had residual burrs in the corners that were not cleaned properly, or the tolerance deviation exceeded the drawing markings. The allowable range of ±0.02mm. Last year, when I was helping my friends who were starting small and medium-sized machinery companies to sort out the accessories procurement plan, I saw a particularly typical case. They wanted to make a batch of air inlet and outlet valve bodies and fixed support brackets for testing instruments. They went to three different processing suppliers. Either the internal holes of the brass valve bodies they handed over had residual metal debris blocking the liquid flow path, or the alignment deviation of the mounting screw holes of the stainless steel support plate reached 0.15 mm. rice, almost two-thirds of the entire batch was scrapped, which directly delayed the originally planned launch date by more than 20 days, and cost nearly RMB 100,000 in additional costs for expedited rectification. Later, they found YPMFG, which has been in the industry for many years and has sufficient process experience, to figure out the optimization logic of the entire processing link. It is not just about grabbing an ordinary CNC machine tool on the market to make two metal parts with very different characteristics.
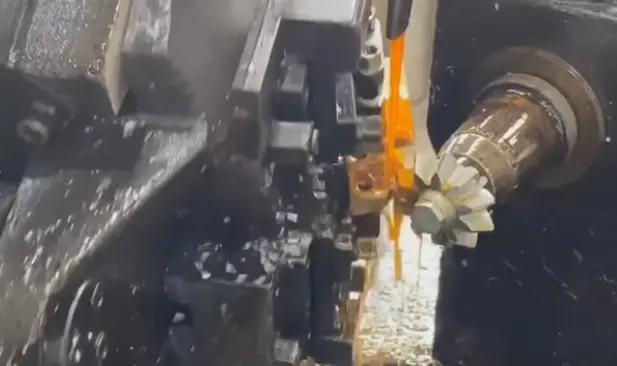
There are many practitioners involved in brass stainless steel cnc machining Service is less than half a year later than others, but it always naively believes that as long as the equipment is new enough, it can produce products that meet the drawing requirements. However, it has early ignored the fine-tuning of the process in the entire process from early drawing analysis to final shipment. Details, for example, in the cutting process of brass parts, it is necessary to judge the chip situation in advance at any time, and then make dynamic adjustments to the speed. As for stainless steel processing, it is necessary to match customized carbide cutting heads and high-pressure cooling systems. As long as there is a slight oversight in any link, the entire batch production The quality stability will completely collapse immediately. Among the common cases in the industry analyzed in the past, there are many service providers who take orders for the so-called "ultra-low price". The initial quotations are as low as less than 60% of the market price. When they actually get the goods, they secretly change the link and use cast blanks instead of solid solid parts. The poor operating route of using new plates and not leaving enough margin for the finishing process. When the product was delivered to Party A and installed in the prototype for a pressure test, the stainless steel support plate instantly deformed and bent, and the brass valve core was ground twice to grind the fit gap completely beyond the scope of use. After that, if we bring our thoughts back to five years ago, when the downstream processing market was developing, we can notice a more obvious differentiation trend. At that time, many service providers with long-term forward-looking plans had already begun to build process standard systems, adding special chamfering, deburring, vibration grinding workshops for brass processing, and additionally equipped with laser engraving for stainless steel parts. The passivation and anti-oxidation process after marking requires a one-time input of optical equipment, which is more than five times that of a scattered small processing factory. However, the shipment yield rate in exchange for this additional investment is firmly at the industry's top level of 98.7%. It is rare to hear the common feedback from downstream cooperation that "last week's batch of work was broken when tested." "Most of the time, I have to wait almost half a month to replenish the order." This type of complaint is a headache. I recently came into contact with a small business owner who has been doing smart bathroom hardware for three years. He said that after stepping into the pitfalls of small suppliers four times, he would rather spend an extra 10% of the budget each time, rather than deal with a small service that does not have complete process flow documents and real-time in-shipment inspection reports. In the early years, due to the rush to put into production and grab the first wave of market dividends, the batch of brass spouts made cheaply, the matching steps of the sealing ring were not accurately controlled, and the air tightness was not up to standard. In the end, nearly 20,000 pieces of goods were almost all reported as damaged. In total, they lost all their money, and the entire startup company almost couldn't survive the peak sales season of the warm summer of the next year.
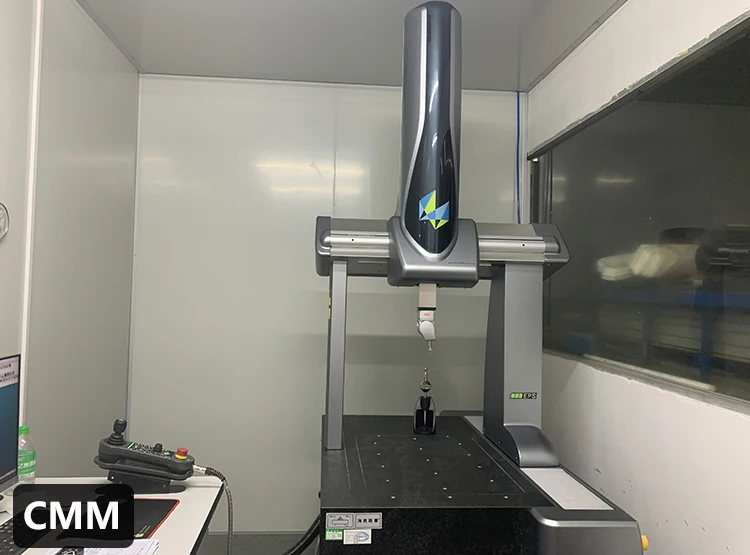
Every time we look at the depth and dimension of the current full-scenario application of brss customized parts, we can see that the hidden details behind brass stainless steel CNC machining service far exceed the surface level of equipment hardware investment. Those small processing plants that only regard machine startup as the core production indicator and change groups when they make quick money simply cannot accumulate a process reserve to deal with different brands of workpiece adjustment solutions. Mature service providers that are truly worth connecting with will be able to determine the material selection and adaptation logic of dissimilar materials as soon as the customer sends the drawing file, whether the brass should be the national standard H59 or the more wear-resistant and corrosion-resistant H62 grade, whether the stainless steel should distinguish between ordinary 201 and medical and health grade 316L, or even special materials under high working conditions. Then, it is possible to point out in advance the pits in the pattern design that do not conform to the physical logic of processing, such as a deep hole in brass with a diameter of less than 1 mm, and its vertical depth exceeds the limit of normal drill bit travel. If the pattern is not modified before production, the first finished product may cause the drill bit to break and become embedded in the hole, thus causing the entire piece to be scrapped. Only by fully implementing all these hidden control links hidden in the details of processing can the entire process proceed smoothly and efficiently without having to accompany customers repeatedly for polishing, rectification, and trial and error. Judging from the data in the public white paper issued by the Processing Industry Association in 2025, in the entire industry, compliance service providers that can deliver more than one million pieces of qualified orders for brass stainless steel CNC machining service annually have included the piece-by-piece tolerance testing after the workpiece is processed into mandatory shipping standards. Among them, three-dimensional high-precision detectors are used to scan repeatedly to ensure that every part delivered to the customer fully meets the quality standards marked on the originally confirmed drawings. This completely eliminates the troublesome situation of thousands of pieces of goods being mixed with a dozen or so goods with incorrect tolerances mixed into the final inspection process, and cascading failures only occur after being installed on the machine after missing inspection. Here, I have to bring up a very down-to-earth case shared by a friend who often runs the supply chain. Last year, they helped the downstream OEM of 3C products. There are two matching customized parts: brass pins and stainless steel buckles. The goods sent by the service provider whose cooperation was not standardized in the early years clearly came with a neat and uniform format of qualified test reports. In fact, the sampling inspection was less than 10%. When delivered to the factory assembly line, nearly 600 adapter assemblies were matched with completely incorrect tightness, which directly delayed the customer's delivery of a million-level order by a whole week. In the end, 300,000,000 was deducted, which was far more than the compensation amount for a single order. If all aspects of this type of routine testing are strictly implemented, all unnecessary chain economic losses can be avoided 100% in advance.
We avoid all the empty gimmicks that pile high labels on services and focus directly on the practical implementation direction of each type of brass, stainless steel, and CNC machining service projects. It is easy to identify which service providers can actually inject the long-term stable production needs of downstream customers into their daily operations. I have met some irresponsible merchants in the past who completely skipped the deburring process of brass parts and threw them into the warehouse to be packaged for customers. The sharp corners of the products were not polished in any way. If the user gets the actual product, just touching it with his hand will directly cut the skin. These are essential parts of the process. If corners are cut, how can the product be called a qualified finished product? The first step is to never stick to an extremely low preferential unit price from the beginning and blindly cut down the processing price. Brass metal base materials plus stainless steel consumables. The basic cost line itself has a clearly disclosed basic market price. If the quotation is lower than 80% of the material unit price range, there will most likely be a hidden problem of cutting corners and materials, which will be exposed later, and it will cost exponentially more resources to deal with the aftermath. It is really not cost-effective. The second step in the docking stage is to directly check the physical case samples provided by the docking party that are similar to the current processing scene, instead of just listening to the empty promises made by the salesperson that "everything can be processed and delivered 100% on time." If you don't have the physical parts and detailed process description documents on hand, the production strength of this kind of service provider will most likely not meet the requirements. The third step is to add additional security requirements such as chamfering and anti-cutting of brass workpieces and passivation and anti-rust of stainless steel parts after processing. During the early negotiation of the cooperation order, add them to the terms and conditions of the contract and constrain them. When the goods are shipped later, the two parties will not have any vague conflicts and disputes again. Through the practical experience of hundreds of small and medium-sized factories, the selection logic has been clearly explained and can be used casually, which can eliminate 90% of the probability of being cheated in advance. If you have the demand for customized batches of brass and stainless steel parts, don't just wait for a low price and go to an unreliable factory for trial production and get into trouble. Find a reliable partner like YPMFG early that has sufficient experience, compliant qualifications, rigorous process links, complete quality inspection and high maturity to promote the implementation of the project. Your entire processing process from drawing to final parts loading and shipping must be smooth, and avoid hundreds of detours that should not be taken.
Q: There are sharp burrs on the parts after CNC machining of brass. Is it because the service provider deliberately stole the process?
A: Most of them are caused by the shrinkage of the final cleaning process, which can be avoided by choosing a compliance service provider.
Q: Why is it common for unit prices to differ by more than 30% when processing the same batch of brass and stainless steel parts?
A: Due to the large differences in material grade and process loss control, you get what you pay for.
Q: Can I directly ask the service provider to help screen for process bugs in advance when making drawings for the first time?
A: All reliable service providers support pre-verification, which can reduce a lot of later trial production rework.
Q: What is the lead time for combined processing of brass and stainless steel to be considered compliant and efficient?
A: Conventional small batch samples are shipped within seven days, which is the normal high-quality level in the industry.
Q: The accuracy of parts made is not accurate. What is the core source of the problem?
A: Mainly because the frequency of equipment calibration is not up to standard. This can be avoided by verifying the qualifications in advance.


