In the machining process, dimensional accuracy directly affects the quality and assembly of the part. To ensure machining accuracy, the use of measuring tools is crucial. From rough measurements to high-precision inspections, machining shops are equipped with many types of measuring instruments. This article will provide you in-depth understanding of these commonly used measuring tools, including vernier calipers, micrometers, height gauges, plug gauges, ID tables, etc., to help you improve the quality of machining at the same time, while also better understanding the application of various types of gauges and characteristics.
Table of Contents

1. Classification of Measuring Instruments
Measuring instruments are a fixed form, used to reproduce, provide one or more known quantitative values of the instrument. The different uses of the gauge can be divided into the following categories:
1. Single-value gauge
It can only reflect a single value of the gauge. Can be used to calibrate and adjust other measuring instruments or as a standard amount of direct comparison with the measured, such as blocks, angular blocks, etc.
2. Multi-value gage
can reflect a group of similar gases. The same can be calibrated and adjusted to other measuring instruments or as a standard amount of direct comparison with the measured, such as a line ruler.
3. Specialized Gauges
used exclusively to test a particular parameter of the gauge. Commonly used: test smooth cylindrical holes or shafts smooth limit gauge, to determine the qualification of internal or external threads thread gauge, to determine the complex shape of the surface contour qualification test plate, with simulated assembly through the test assembly accuracy of the function of the gauge and so on.
4. General-purpose gage
China’s customary structure is relatively simple, measuring instruments called general-purpose gages. Such as vernier calipers, external micrometers, percentage tables and so on.
2. The Technical Performance Indicators of Measuring Instruments
1. Nominal value of the gauge
Marked on the gauge to indicate its characteristics or guide its use of the value. Such as the size of the mark on the block, the size of the mark on the scale, the angle of the mark on the angle of block and so on.
2. Index value
Measuring instruments on the scale, two adjacent lines (the smallest unit of measurement) are represented by the difference between the quantitative value, such as the micrometer tube, on the two adjacent lines, represented by the difference between the amount of 0.01mm, the measuring instrument of the graduated value of 0.01mm. Graduated value is a measuring instrument that can be read directly out of the smallest unit of value, which reflects the accuracy of the readings of the level of precision, but also explains the measurement of the measuring instrument of the measurement of high precision.
3. Measurement range
In the allowable uncertainty, the measuring instrument can measure the measured value of the lower limit value to the upper limit of the range. For example, the measuring range of the external micrometer is 0 ~ 25mm, 25 ~ 50mm, etc., and the mechanical comparator measuring range of 0 ~ 180mm.
4. Measuring force
In the process of contact measurement, the contact pressure between the measuring instrument probe and the measured surface is measured. The measuring force is too large to cause elastic deformation, and the measuring force is too small to affect the stability of the contact.
5. Display value error
The difference between the indicated value of the measuring instrument and the true value of the measurement. Oscillometric error is a comprehensive reflection of the various errors of the measuring instrument itself. Therefore, at different working points within the range of the instrument’s indication, the indication error is not the same. Generally, appropriate precision blocks or other measurement standards can be used to check the display value error of measuring instruments.
3. The Selection of Measuring Tools
Before each measurement, need to be measured according to the special characteristics of the measured parts selection of measuring tools, for example, length, width, height, depth, outside diameter and section difference, such as calipers, height gauge, micrometers, depth gauge, shaft diameter can be selected micrometers, calipers, holes, grooves can be selected from the plug gauge, block gauge, plug rule, measurement of the parts of the right angle selection of the right-angle ruler, measurement of the R value of selection of the R gauge. Measurement with small tolerance, high precision requirements or requirements for the calculation of the shape and position tolerance can be used three-dimensional, two-dimensional, measure the hardness of steel selection of hardness tester.
1. Caliper applications
Calipers can measure the object’s inner diameter, outer diameter, length, width, thickness, section difference, height and depth, calipers are the most commonly used, the most convenient gauge, and the highest frequency of use in the processing site gauge.
Digital calipers: resolving power 0.01mm, used to match the small tolerance (high precision) size measurement.

Table Card: resolution 0.02mm, used for general size measurement.

Vernier scale: resolution 0.02mm for roughing measurements.

Calipers need to be used before the use of clean white paper to remove dust and dirt (with the caliper outside the measuring surface of the white paper stuck and then naturally pulled out, repeat 2 to 3 times)
- For caliper measurements, the caliper measurement surface should be as parallel as possible with the object to be measured or perpendicular to the measurement surface.
- Depth measurement, such as the object to be measured when there is an R Angle, you need to avoid the R Angle, but close to the R Angle, the depth of the ruler and the height of the measurement to be as perpendicular as possible.
- Caliper measurements. When calipers are used to measure cylinders, they should be rotated and measured in sections to take the maximum value.
Because of the high frequency of use of calipers, maintenance work needs to be done to the best. Every day, after use need to be wiped clean and put into the box, they need to use the measuring block to check the accuracy of calipers before use.
2. Application of Micrometers
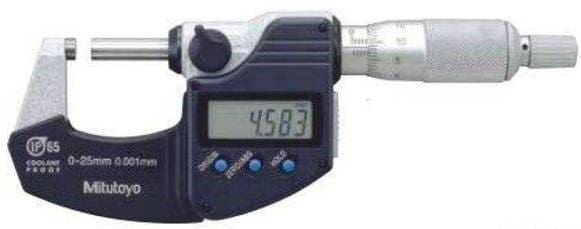
Micrometer before use need to use a clean white paper to remove dust and dirt (micrometer measurement contact surface and screw surface stuck white paper and then naturally pull out, repeat 2~3 times can be), and then twist the knob, measurement contact surface and screw surface fast contact, change to micro-adjustment, when the two sides of the complete contact with the zero, you can carry out the measurement.
Micrometer measuring hardware, mobilize the knob, fast contact with the workpiece, switch to fine-tuning knob screwed in, when you hear the click, click, click three sound stop, read the data from the display or scale.
Measurement of plastic products, measuring the contact surface and screw gently touch the product can be.
A micrometer to measure the diameter of shafts, in at least two or more directions and segments to measure the maximum value of the micrometer in the measurement. The two contact surfaces should be kept clean at all times to reduce the measurement error.
3. Application of the height gauge
Height gauge is mainly used to measure the height, depth, flatness, perpendicularity, concentricity, coaxiality, face vibration, tooth vibration and depth. Height gauge measurement, first of all, to test the probe, the connection parts show no loosening phenomenon.

4. Application of the plug rule
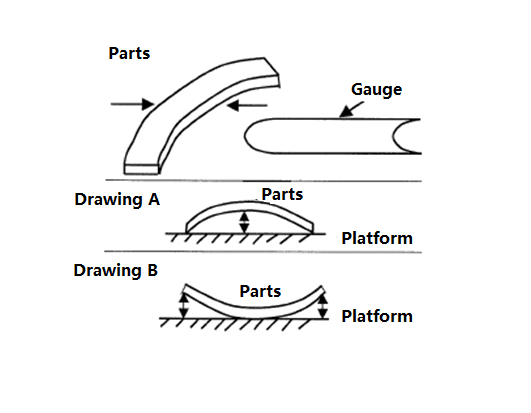
Plug gauges are suitable for flatness, curvature and straightness measurements.

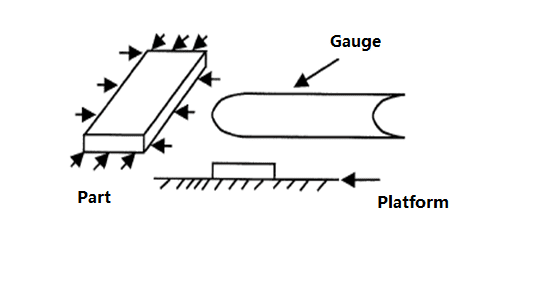
Flatness measurement:
Place the part on the platform and measure the gap between the part and the platform with the plug ruler (Note: Keep the plug ruler and the platform in a non-gap compression state when measuring).
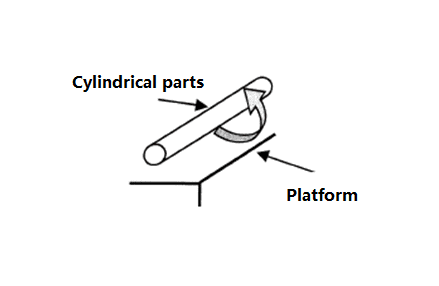
Straightness measurement:
Place the part on the platform and rotate it around. Measure the clearance between the part and the platform with a plug rule.
Bend measurement:
Place the part on the platform, select the corresponding plug ruler to measure the clearance between the two sides or the middle of the part and the platform.
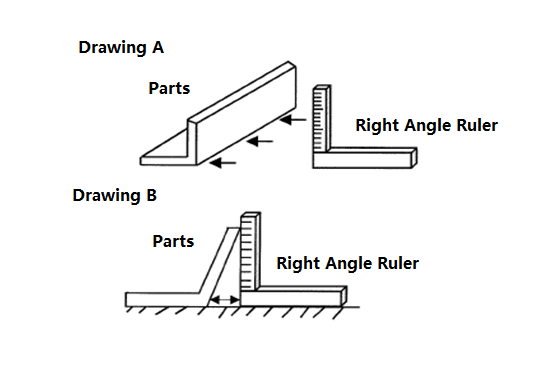
Verticality Measurement:
Place one side of the part to be measured at right angles on the platform, and on the other side, let the right-angle ruler lean against it, and measure the maximum clearance between the part and the right-angle ruler with a plug ruler.
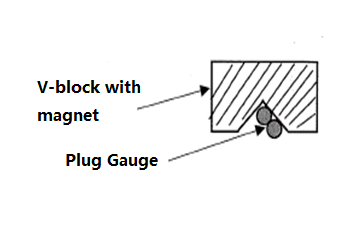
5. Application of plug gauges (bar pins):
Suitable for measuring the inside diameter, slot width and clearance of holes.

When the part has a large hole diameter and there is no suitable needle gauge, two plug gauges can be overlapped and measured in a 360-degree direction. Fixing the plug gauge on a magnetic V-shaped block prevents it from loosening and makes it easy to measure.
Bore Measurement
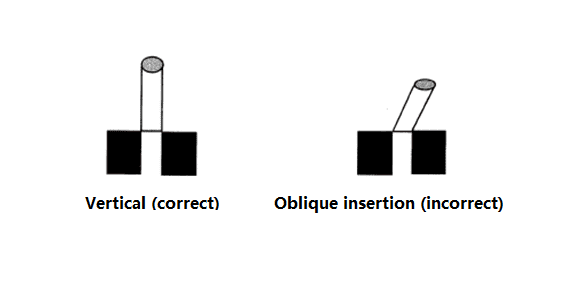
Bore Measurement: When the bore is measured, through is qualified, as shown below.
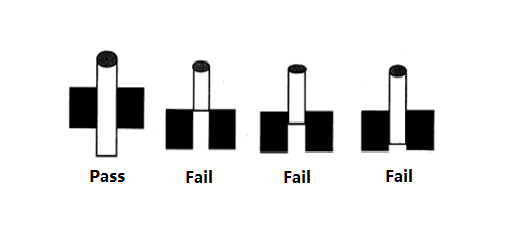
Note: The plug gauge should be inserted vertically, not obliquely, when measuring.
6. Precision measuring instrument: Two-Dimensional
The two-dimensional is a non-contact measuring instrument with high-performance and precision characteristics. Measuring apparatus of the sensing element and the measured parts surface is not in direct contact, so there is no mechanical action of the measurement force, two-dimensional through the projection of the way the image can be captured through the data line transmitted to the computer data acquisition card, followed by the software in the computer monitor imaging, can be carried out on the parts of a variety of geometric elements (points, lines, circles, arcs, ellipses, rectangles), distances, angles, intersections, shape and location tolerance ( Roundness, straightness, parallelism, perpendicularity, inclination, position, concentricity, symmetry) of the measurement, but also for the shape of the outline of the 2D portrayal of CAD output. Not only can you observe the contour of a workpiece, but you can also measure the surface shape of an opaque workpiece.

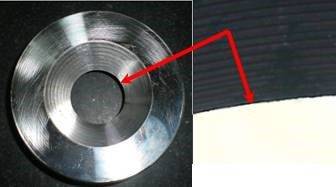
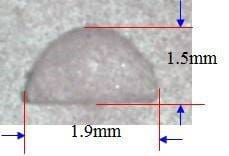
Conventional Geometric Element Measurement: The inner circle in the part below is sharply angled and can only be measured by projection.
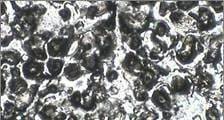
Surface observation of electrode machining: The lens of the secondary element has a magnifying function for roughness inspection after electrode machining (magnifying the image 100 times).
Small size deep groove measurement
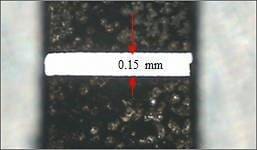
Detection of sprues: In the mold processing, there are often some sprues hidden in the groove, all kinds of testing instruments are not measured, at this time, can be used to paste the rubber mud on the rubber mouth, the shape of the rubber mouth will be printed on the mud, and then use the two-dimensional to measure the size of the mud printed to get the size of the sprue.
Note: Because of the secondary element measurement, no mechanical force, for thinner, softer products, try to use the secondary element for measurement.
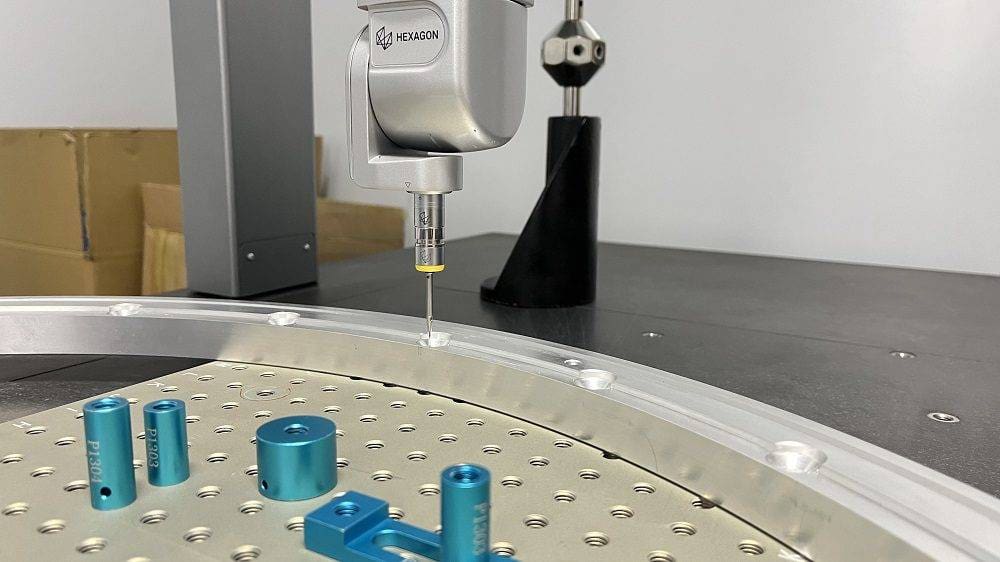
7. Precision measuring instruments: three-dimensional
Three-dimensional yuan is characterized by high precision (up to μm level), universal (can replace a variety of length measuring instruments), can be used to measure the geometric elements (in addition to measuring the elements that can be measured by the two dimensional, but also can measure the cylindrical, conical), shape and position tolerance (in addition to measuring the shape and position tolerance that can be measured by the two dimensional, but also includes cylindricity, flatness, line contour, surface contour, coaxiality), complex surfaces, as long as the three-dimensional. As long as the three-dimensional probe can touch the place, you can measure its geometric size and mutual position, surface profile and with the help of the computer to complete the data processing, with its high precision and high flexibility and excellent digital capabilities, become a modern mold processing and manufacturing and quality assurance of an important means, an effective tool.

Some molds in the modification, there is no 3D file, you can measure the coordinates of each element of the value, the contour of the irregular surface, and then use the drawing software to export and according to the measurement of the elements into a 3D graphic, can be fast and error-free processing and modification (coordinates are set up, you can take any point to measure the coordinates of the value).
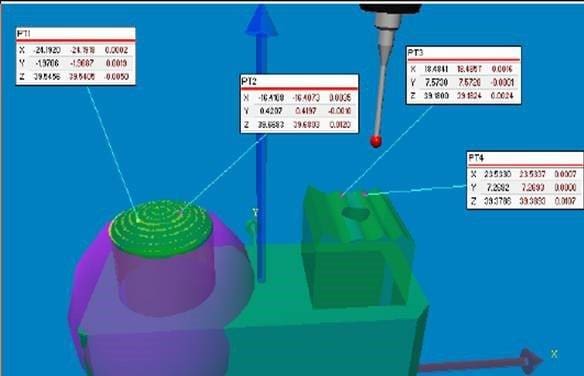
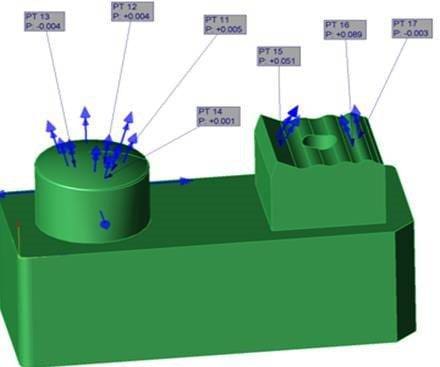
3D model import comparison measurement: In order to confirm the consistency with the design of the processed parts, or to find out the fit abnormality in the process of assembling fit molds, when some surface profiles are neither arcs nor parabolas, but some irregular surfaces, it is impossible to measure the geometrical elements, it is possible to import the 3D model and the parts for comparison measurement, so as to understand the machining error, because the measured value is a point-to-point deviation, it is convenient to Because the measured value is a point-to-point deviation, it is easy to make quick and effective corrections and improvements (the data shown in the figure below is the deviation between the measured value and the theoretical value).
8. Application of hardness testers
The hardness testers commonly used are the Rockwell hardness tester (benchtop) and the Richter hardness tester (portable). Commonly used hardness units are Rockwell HRC, Brinell HB, and Vickers HV.

Rockwell Hardness Tester HR (Bench Top Hardness Tester)
The Rockwell hardness test method uses a top angle of 120 degrees of a diamond cone or a diameter of 1.59/3.18mm steel ball, at a certain load pressed into the surface of the material being measured, by the depth of the indentation to find out the material hardness. Depending on the hardness of the material, it can be divided into three different scales to express HRA, HRB, and HRC.
HRA is the hardness obtained by using a 60kg load and a diamond cone indenter, and is used for materials with extremely high hardness. Example: Cemented Carbide.
HRB is the hardness obtained using a 100kg load and a 1.58mm diameter hardened steel ball, and is used for materials of lower hardness. For example: annealed steel, cast iron, etc., alloy copper.
HRC is the hardness obtained by using a 150kg load and a diamond cone indenter, used for materials with high hardness. Examples include: hardened steel, tempered steel, tempered steel and some stainless steels.
Vickers hardness HV (mainly for surface hardness measurements)
Suitable for microscopic analysis. With a load of up to 120kg and a diamond square cone indenter with a top angle of 136° is pressed into the surface of the material, and the diagonal length of the indentation is measured. It is suitable for hardness determination of larger workpieces and deeper surface layers.
Richter hardness HL (portable hardness tester)
The Richter hardness is a dynamic hardness test method. The impact body of the hardness sensor in the process of impact with the measured workpiece, 1mm from the surface of the workpiece, when the rebound velocity and the ratio of impact velocity are multiplied by 1000, is defined as the value of the Richter hardness.
Advantages: The theory of hardness manufactured by the Richter hardness tester has changed the traditional hardness testing methods. As the hardness sensor is as small as a pen, you can hold the sensor in the production site directly on the workpiece for a variety of directions of the hardness test, so it is other desktop hardness testers is difficult to do.
4. Conclusion
The role of measuring instruments in machining is much more than just detecting dimensions, it is a key tool to ensure product quality and improve production efficiency. Through an in-depth understanding of the classification of different types of measuring tools, performance indicators, and how to select according to the specific needs of scientific selection, the operator can not only improve the accuracy of measurement, but also in the actual production to avoid common errors. At the same time, standardized operating methods and routine maintenance should not be ignored.
Want to know more about the application of measuring tools or customized selection suggestions? Contact us, our engineering team will provide you with professional support and solutions to help your production become more efficient, more stable quality!