Stainless steel investment casting is a precision metal forming process that produces near-net-shape components with complex geometries, tight tolerances, and excellent surface finish. For engineers and manufacturers needing high-strength, corrosion-resistant parts, this method delivers the best balance of cost and performance for medium to high volumes.
This guide covers every aspect you need to know: the step-by-step process, key advantages over other casting methods, commonly used stainless steel grades, real-world application examples, design guidelines, quality standards, and actionable recommendations to ensure success with your next project.
01The Investment Casting Process for Stainless Steel – Step by Step
Investment casting, also known as “lost wax casting,” follows a sequence of eight controlled steps:
1. Pattern creation – A wax or soluble plastic pattern is injected into a precision die. The pattern replicates the exact geometry of the final part, including shrinkage allowances.
2. Assembly – Multiple patterns are attached to a central wax runner to form a “tree.” This allows casting several parts at once.
3. Shell building – The tree is dipped into a ceramic slurry and then coated with fine sand. This dipping and drying cycle repeats 5–8 times to build a robust shell (typically 6–10 mm thick).
4. Dewaxing – The shell is heated in an autoclave or flash furnace to melt and remove the wax, leaving a hollow ceramic mold.
5. Shell firing – The ceramic mold is fired at 900–1100°C (1650–2010°F) to sinter the shell, removing residual moisture and organics, and preheating it for metal pouring.
6. Melting and pouring – Stainless steel is melted in an induction furnace or electric arc furnace. The preheated shell is filled with molten metal under gravity, pressure, or vacuum, depending on alloy and part requirements.
7. Cooling and knockout – After solidification, the ceramic shell is removed by vibration, water blasting, or chemical dissolution.
8. Finishing – Parts are cut from the tree, ground, heat-treated (if required), and inspected.
Typical cycle time: 2–4 weeks from pattern to finished parts, depending on complexity and quantity.
02Why Choose Stainless Steel Investment Casting? – 5 Core Advantages
Compared to sand casting, die casting, or machining from bar stock, this process offers distinct benefits:
Real-world example: A manufacturer of industrial valves previously machined 316L stainless steel bodies from forged bar. Each valve required 45 minutes of CNC work and wasted 60% of the material. Switching to investment casting reduced machining to 5 minutes for sealing surfaces only, eliminated material waste, and cut per-part cost by 38% for annual volumes of 5,000 units.
03Common Stainless Steel Grades Used in Investment Casting
Select the right grade based on corrosion resistance, strength, hardness, and service temperature.
Note: Always verify the exact chemical composition per ASTM A890, A743, or A744 standards. Request a material test certificate (MTC) from your foundry.
04Real-World Applications with Common Case Studies
Investment casting is widely adopted across industries where precision and reliability are mandatory.
Case Study 1: Medical Surgical Instrument Handle
Alloy: 316L stainless steel (CF3M)
Challenge: Hollow internal channel for irrigation, thin walls (1.2 mm), sterile surface finish

Solution: Investment casting produced the handle as a single piece with the internal passage preformed. No welding or EDM required.
Result: 100% leak-tested parts at 8,000 units/year. Cost per unit dropped from $18.50 (machined from solid) to $7.20.
Case Study 2: Automotive Turbocharger Vane
Alloy: 309 stainless steel (high-temperature grade)
Challenge: Complex airfoil shape, operating at 850°C, requires oxidation resistance
Solution: Vacuum investment casting to prevent oxide inclusions. As-cast tolerance ±0.1 mm on vane thickness.
Result: Achieved 120,000 km service life. Production volume 50,000 units/year with 0.3% rejection rate.
Case Study 3: Industrial Pump Impeller
Alloy: 17-4 PH (CB7Cu-1) – H900 heat treated
Challenge: Five curved vanes, balanced to ISO G6.3, high cavitation resistance
Solution: Single-piece investment casting eliminates welding of separate vanes. CNC finishing only on shaft bore and keyway.
Result: 40% lighter than fabricated weldment, 25% longer bearing life due to improved dynamic balance.
These examples demonstrate that investment casting is most cost-effective when part complexity is high, volumes range from 500 to 50,000 units per year, and material is difficult to machine (eg, stainless steel).
05Design Guidelines for Stainless Steel Investment Casting
To maximize success and avoid common defects, follow these evidence-based rules:
Minimum wall thickness
Small parts (< 50 g): 0.75 mm (0.030 in)
Medium parts (50–500 g): 1.2 mm (0.047 in)
Large parts (> 500 g): 1.8 mm (0.070 in)
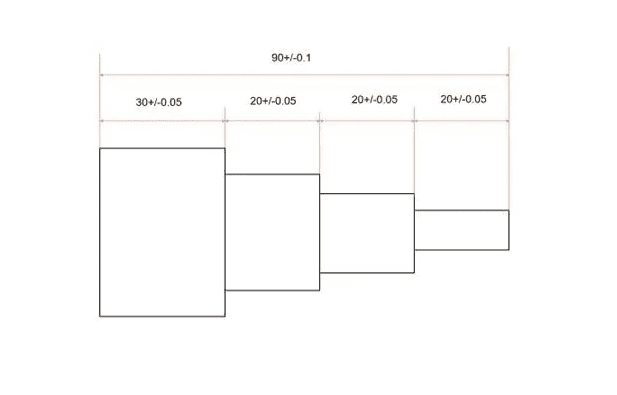
Recommended tolerances per ISO 8062-3 (CT grades)
Draft angles
External surfaces: 0.5–1.0°
Internal surfaces: 1.0–1.5°
No draft required if using soluble wax cores (adds cost)
Radii and fillets
Inside corners: 0.5–1.0 mm minimum radius
Sharp corners cause hot tears – always add fillets.
Holes and caves
Blind holes: depth ≤ 2× diameter
Through holes: depth ≤ 4× diameter
For deeper holes, specify machining after casting.
06Quality Control and Industry Standards
Reputable foundries comply with these certification standards. Always request them:
Required inspection methods:
Visual inspection – per ASTM A802
Radiography (X-ray) – per ASTM E94 for internal defects
Dye penetrant – per ASTM E165 for surface cracks
Pressure testing – for valve bodies and fluid passages
Chemical analysis – spectrometer verification of each heat
> Critical warning: Stainless steel investment castings must be properly passivated after finishing (per ASTM A967) to restore corrosion resistance. Many field failures occur because passivation was skipped or incorrectly performed.
07Actionable Recommendations – How to Succeed with Stainless Steel Investment Casting
Based on decades of industry practice, follow these steps before placing your first order:
Step 1: Determine if investment casting is right for you
Investment casting is ideal when:
Your part has complex 3D shapes, undercuts, or internal passages
Annual quantity is between 500 and 50,000 pieces
Material is stainless steel (machining is expensive)
You need as-cast tolerances of ±0.005 in/in or better
Surface finish requirements are below 250 RMS
Not ideal when:
Quantity < 100 pieces (tooling cost dominates)
Simple shapes with straight lines (sand casting or CNC bar stock may be cheaper)
Extreme size > 100 kg (single piece) – consider sand casting or fabrication
Step 2: Optimize your design for castability
Use the minimum wall thickness guidelines above
Add fillets to all internal corners
Avoid abrupt cross-section changes
Specify the exact stainless steel grade and heat treatment
Provide a 3D CAD file (STEP or IGES) and a 2D drawing with critical dimensions
Step 3: Request quotes from 3–5 certified foundries
Ask each foundry to provide:
Tooling cost and lead time (typically $2,000–$10,000 for a single cavity)
Per-part price at your annual volume
Sample casting (first article inspection report)
Lead time for production (usually 4–6 weeks after sample approval)
Step 4: Validate with a prototype run
Order 50–100 castings for dimensional inspection and functional testing
Measure all critical features to verify tolerances
Perform any required non-destructive testing (X-ray, dye pen)
If acceptable, approve production; if not, revise tooling (foundries typically allow one free revision)
Step 5: Establish incoming inspection criteria
Check material certification (chemical and mechanical)
Verify dimensions per your drawing
Document surface finish with a profilometer
Reject any casting with visible shrinkage, cold shuts, or cracks
08Core Conclusion – Why This Process Matters for Your Next Project
Stainless steel investment casting uniquely combines precision, material efficiency, and alloy integrity . It consistently produces parts that would be impossible or prohibitively expensive to manufacture by any other method. For components that demand corrosion resistance, mechanical strength, and intricate geometry – from surgical tools to turbocharger wheels – this process remains the industry gold standard.
Final actionable takeaway: Start by comparing your part's complexity and annual volume against the guidelines above. If you fall into the ideal range (500–50,000 pieces, complex shape, stainless steel), proceed with a design review and request sample castings from an ISO 9001 certified foundry. Validate with prototypes, then scale to production. This systematic approach minimizes risk and maximizes the return on your tooling investment.