Table of Contents
1. Overview of the Metal Die-Casting Molding Process
Definition and historical background
The metal die-casting molding process, or die-casting for short, is a casting method in which molten metal is rapidly injected into the cavity of a precision metal mold under high pressure and cooled and solidified under pressure to form a casting. This process, with its high speed and high pressure, is capable of producing metal parts with complex shapes and thin-walled cross-sections.
The history of die-casting technology can be traced back to the 19th century. In 1838, in order to manufacture the mold for movable type printing, people invented die-casting equipment. The first patent related to die casting was issued in 1849 for a small, hand-operated machine used to produce type for printing presses. 1885 saw the invention of the Linotype type-setting machine by Otto Mergenthaler, which was capable of die-casting an entire line of text into a single lead type and which revolutionized the world of printing as never before. The beginning of the 20th century was characterized by rapid industrial development, with the rapid development of the printing industry. At the beginning of the 20th century, with the rapid development of industry, die-casting technology began to be widely used in automotive, aviation and other industrial fields for the production of a variety of complex metal parts.
Process flow introduction
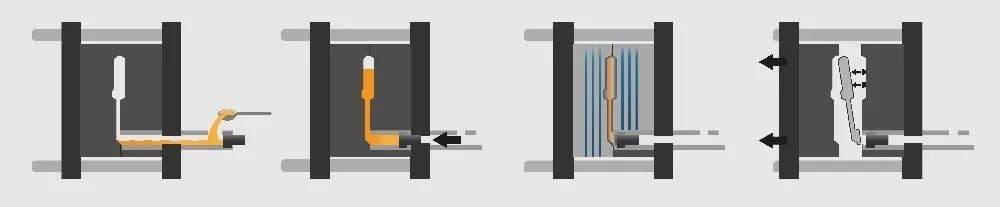
Die casting process mainly includes the following steps:
1. Mold preparation: before die casting, the mold needs to be cleaned and lubricated to ensure that the casting can be smoothly demolded and control the mold temperature.
2. Metal melting: choose the right metal alloy, such as aluminum, zinc, magnesium, etc., that will be melted in the furnace to the appropriate temperature.
3. Metal injection: the molten metal is injected into the mold cavity through the die-casting machine. This process can be completed in a few seconds, and the pressure can reach a few megapascals to tens of megapascals.
4. Cooling and solidification: the molten metal is rapidly cooled and solidified in the mold, forming the desired shape of the casting.
5. Sanding and post-processing: After the casting has solidified, the mold is opened, and the casting is removed and post-processed by removing excess material, grinding and cleaning.
6. Inspection and correction: the casting quality inspection, if defects for correction, to ensure that the casting meets the design and performance requirements.
Die casting process can realize high-efficiency production, is suitable for large quantity manufacturing, and casting high dimensional accuracy and good surface quality, so it is widely used in automotive parts, electronic equipment shells, mechanical parts, and so on many fields.
2. Key Steps in the Die-casting Process
Mold design and manufacturing
Mold design is a key step in the die-casting process, which directly affects the quality of castings and production efficiency. Mold design needs to comprehensively consider the shape, size, and functional requirements of the casting, as well as the alloy’s fluidity and solidification characteristics.
Mold material selection:
Commonly used mold materials include steel and aluminum alloy, of which H13 steel is widely used for its excellent thermal stability and wear resistance. The choice of mold material should be based on casting production volume, alloy type and cost-benefit analysis.
Mold structural design:
Molds usually consist of two halves, the upper and lower molds, as well as an ejection system, a cooling system and an exhaust system. The mold design must ensure that the liquid metal can fill the cavity uniformly, taking into account the shrinkage rate and the pull-out slope to facilitate the release of the castings.
Mold manufacturing accuracy:
Mold manufacturing accuracy directly affects the casting dimensional accuracy and surface quality. Modern mold manufacturing techniques such as CNC machining (CNC), EDM and laser cutting are widely used to ensure the accuracy of the mold.
Metal preparation and melting
Metal preparation and melting are the basic steps in the die-casting process, which determines the quality and fluidity of the metal liquid.
Alloy selection:
Commonly used die-casting alloys include aluminum alloys, zinc alloys, and magnesium alloys. Each alloy has its own unique physical and chemical properties, suitable for different application scenarios.
Melting temperature control:
The melting temperature of the metal is critical to its fluidity and casting quality. For example, aluminum alloys typically melt at temperatures between 660°C and 750°C, while zinc alloys melt at temperatures between 420°C and 480°C.
Charge Preparation:
The preparation of the metal charge includes the proportioning of new and recycled metal, as well as any necessary refining and slag removal processes to ensure the purity of the liquid metal.
Molten Metal Injection and Molding
The molten metal injection is one of the most critical steps in the die-casting process and determines the filling rate and filling pattern of the casting.
Injection Speed:
Injection speed has a significant impact on casting quality and productivity. High-speed injection can reduce oxidation and gas inclusions but may lead to liquid metal splashing and mold wear.
Pressure Control:
Maintaining a constant pressure during the injection process is critical to ensure that the liquid metal fills the cavity. Pressures typically range from 10 to 175 MPa.
Filling Patterns:
The design of the filling pattern needs to take into account the flow path and velocity of the liquid metal to avoid gas traps and cold segregation.
Cooling and curing of castings
Cooling and curing are critical steps in determining the final properties of a casting.
Cooling rate:
The cooling rate has an important effect on the microstructure and mechanical properties of the casting. Rapid cooling can produce a fine-grain structure and improve the strength and hardness of the casting.
Mold Cooling System:
The mold cooling system must be designed to ensure uniform cooling of the liquid metal to minimize thermal stress and distortion. The coolant is normally circulated through channels within the mold.
Curing Time:
Curing time depends on the thickness of the casting, the type of alloy and the temperature of the mold. Proper cure time ensures that the casting is fully cured and internal defects are avoided.
Mold removal and post-treatment of castings
Mold release and post-treatment are the final steps in the die-casting process, and they are critical to the final quality and appearance of the casting.
Mold release techniques:
Mold release techniques include mechanical ejection and pneumatic ejection. Correct mold release technology can reduce casting damage and deformation.
Post-treatment processes:
Post-treatment processes include deburring, grinding, cleaning and heat treatment. These steps can improve the surface quality of the castings, eliminate internal stresses, and improve the performance of the castings.
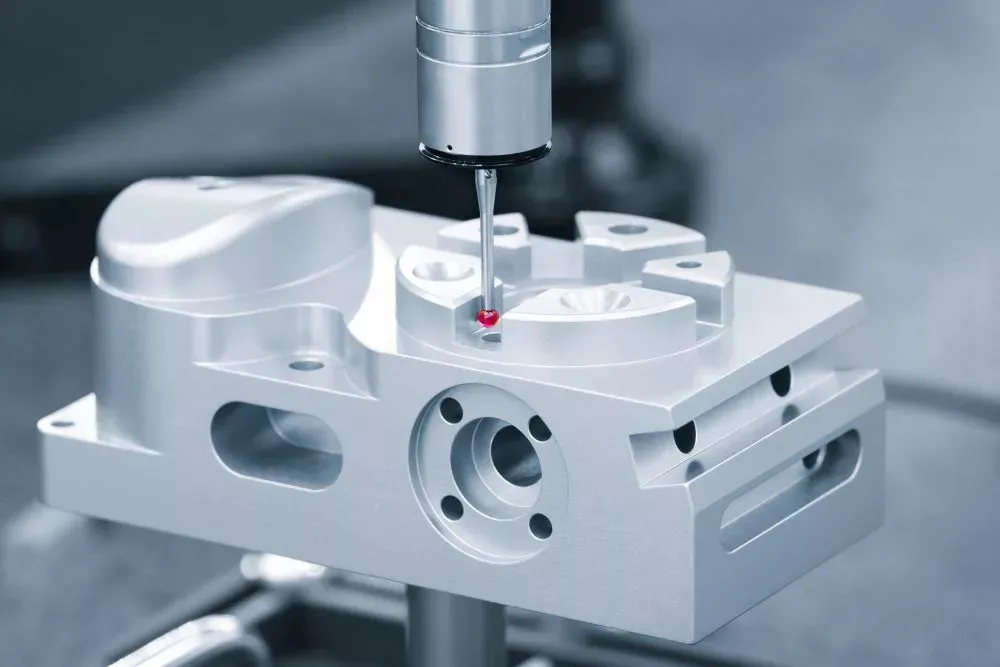
Quality Inspection:
Strict quality inspection of castings, including dimensional measurements, surface inspection and mechanical property tests, is carried out to ensure that the castings meet the design requirements.
3. Types of Die-Casting Processes
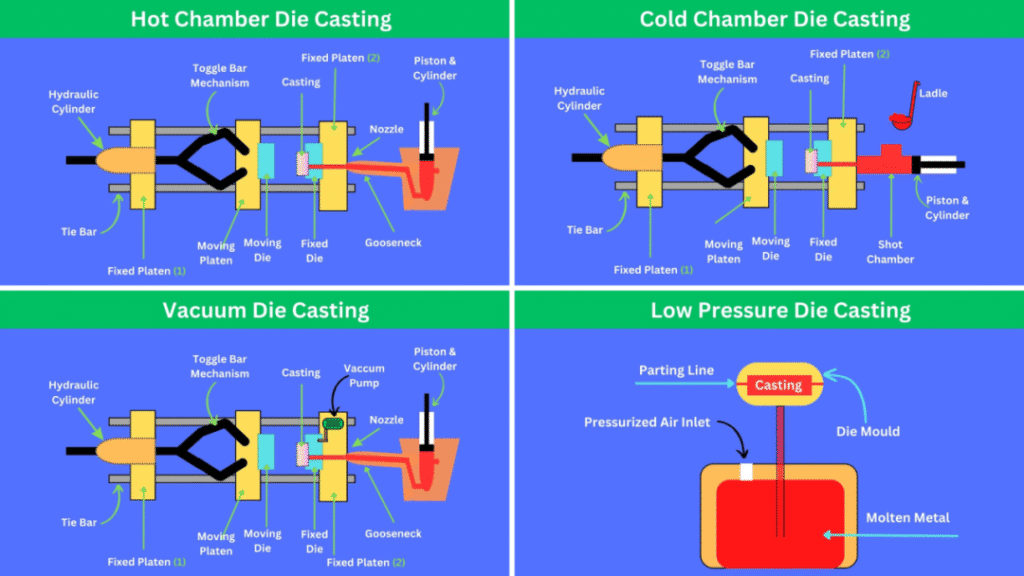
Hot chamber die-casting
Hot chamber die casting is a long-established die-casting technology characterized by direct immersion of the injection mechanism in molten metal. This process is suitable for low melting point metals such as zinc, tin and lead alloys.
Process characteristics:
Hot chamber die-casting machines are highly productive, with fast cycle rates of up to 15 cycles per minute. Since the metal liquid is in direct contact with the ejection mechanism, this process is easy to automate, and the metal melting process is simple and convenient. However, because the ejection chamber and the ejection hammerhead are permanently immersed in the liquid metal, this limits the size of the clamping force of a hot chamber die-casting machine, which is usually a maximum of 400 tons.
Liquid metal temperature control:
In hot chamber die casting, liquid metal temperature control is critical to product quality. Too high a temperature will lead to liquid metal oxidation, increase the alloy iron content, and affect the casting quality.
Mold design:
Hot chamber die-casting mold design needs to consider the fluidity of the liquid metal and filling characteristics, usually used for the production of small castings.
Cold chamber die-casting
Cold chamber die casting is relative to hot chamber die casting, its characteristic is the liquid metal is poured into the injection chamber only before the injection rather than continuously keeping in contact with the injection mechanism.
Process characteristics:
Cold chamber die casting is suitable for high melting point metals such as aluminum, magnesium, copper and their alloys. The cycle time of this process is longer, but because the liquid metal is not in direct contact with the injection mechanism, the oxidation of the liquid metal and the wear and tear of the mold can be reduced.
Injection Pressure:
Cold chamber die-casting machines typically have injection pressures between 2,000 and 20,000 psi, much higher than hot chamber die-casting machines, which allows cold chamber die-casting to produce more complex and thin-walled castings.
Mold Life:
Cold chamber die-casting molds have a relatively long life due to the lower temperature of the liquid metal, but the molds are also more expensive to manufacture.
Vacuum die casting
Vacuum die casting is a special process that reduces porosity and improves the mechanical properties of castings by removing air from the mold cavity during the die-casting process.
Advantages of the process:
Vacuum die casting can significantly reduce the porosity inside the casting and improve the density and mechanical properties of the casting. This process is particularly suitable for the production of castings requiring high strength and airtightness.
Vacuum control:
The vacuum die-casting process and maintaining the appropriate vacuum is the key. Usually, the vacuum needs to reach the 50 ~ 80kPa range in order to ensure that the cavity gas is effectively excluded.
Production efficiency:
Compared with ordinary die casting, the production efficiency of vacuum die casting is almost the same, but due to the need for additional vacuum equipment, its cost is relatively high.
Extrusion die casting
Extrusion die casting, also known as liquid die forging, is a process that combines the characteristics of casting and forging by applying pressure to make the liquid metal crystallize and solidify in the mold and produce plastic deformation.
Process characteristics:
Extrusion die casting can eliminate defects such as shrinkage holes and porosity within the casting and improve the compactness and mechanical properties of the casting. This process is especially suitable for the production of high-strength structural parts.
Scope of application:
Extrusion die casting is suitable for the production of aluminum alloy, magnesium alloy and other non-ferrous alloy castings, especially in the automotive, aerospace, and other fields that have a wide range of applications.
Production efficiency:
The production efficiency of extrusion die casting is lower than that of ordinary die casting, but because it can produce castings close to the performance of forgings, it has irreplaceable advantages in certain demanding applications.

4. Die-casting Materials and Application Fields
Commonly used die-casting materials
Materials commonly used in the die-casting process mainly include non-ferrous metals and their alloys, such as aluminum, zinc, magnesium and copper. These materials, because of their unique physical and chemical properties in the die-casting field, occupy an important position.
Aluminum alloy:
Aluminum alloy is currently the most used die-casting material, accounting for about 60% to 80% of all die castings. Aluminum alloy has low density, high strength, good electrical and thermal conductivity and excellent corrosion resistance. Commonly used in the manufacture of automotive parts, electronic equipment shells, machinery and equipment components. Aluminum alloy die casting performance is excellent, has good fluidity, and can produce thin-walled and complex shape castings.
Zinc alloy:
Zinc alloy has good casting performance and mechanical properties, widely used in hardware, toys, locks, automotive parts and so on. Zinc alloy has a low melting point, easy to die-casting molding, and relatively low cost.
Magnesium alloy:
Magnesium alloy is one of the lightest die-casting materials and has a good strength-to-weight ratio and excellent mechanical processing performance. Magnesium alloy die castings are commonly used in aerospace, automotive, electronics and portable devices.
Copper alloys:
Copper alloys are mainly used for connectors, heat sinks, etc., in the electronics and electrical industries due to their high electrical and thermal conductivity. Die castings of copper alloys are also used to make some special mechanical parts and decorative parts.
Application areas of die castings
Die castings are widely used in many industries and fields because of their high precision, high surface quality and good mechanical properties.
Automobile industry:
The automobile industry is the largest application field of die castings, accounting for about 70% of the total demand for die castings. The application of die casting in automobiles includes engine parts, transmission parts, body structure parts, chassis parts and so on. With the trend of automobile lightweight, aluminum alloy and magnesium alloy die casting in automobile manufacturing applications is increasing.
Electronic and communication equipment:
The electronic and communication equipment field is the second largest application field of die casting, accounting for about 10% of the total demand for die casting. Die castings are used in the manufacture of cell phones, computers, servers and other equipment shell and internal structural parts, as well as communications base station heat sinks and so on.
Household appliances:
The field of household appliances is also one of the important application areas of die castings, including washing machines, refrigerators, air conditioners and other home appliances, shell and internal structural parts.
Aerospace:
The aerospace field of die castings for the growing demand, especially in aircraft and satellite lightweight structural parts manufacturing. Aluminum alloy and magnesium alloy are widely used in the aerospace field because of their lightweight and high-strength characteristics.
Machinery and equipment:
In the field of machinery and equipment manufacturing, die castings are used in the manufacture of a variety of mechanical parts, such as pumps, valves, gearboxes and so on.
Other fields:
Die castings are also widely used in medical equipment, toys, sports equipment, architectural hardware and many other fields. With the progress of technology and the development of new materials, the application of die casting will be further expanded.
5. Advantages and Challenges of the Die-Casting Process
Analysis of the advantages of the process
The die-casting process has significant advantages in the field of metal forming, which makes it the technology of choice for the manufacture of complex metal parts.
High productivity:
The die casting process is able to fill and solidify metal in a very short time, with a short production cycle, making it suitable for high-volume production. For example, a hot chamber die casting machine has a production efficiency of up to 15 cycles per minute, while a cold chamber die casting machine, although the cycle time is longer, its high-pressure injection capacity makes it able to produce more complex and thin-walled castings.
Superior dimensional accuracy and surface quality:
Die castings typically have high dimensional accuracy and good surface finish, which reduces the need for subsequent machining. According to industry data, the dimensional tolerance of die castings can be controlled within ±0.05mm, and the surface roughness can be up to Ra0.8μm.
High Material Utilization:
The material utilization rate of the die-casting process can be as high as 90% or more, which means that there is less material wastage and high-cost effectiveness. For example, the material utilization rate of aluminum alloy die casting can reach 92%, much higher than other casting methods.
Design flexibility:
The die-casting process can produce metal parts with complex shapes, clear contours, thin walls and deep cavities, which provides designers with wide design space. For example, the minimum wall thickness of aluminum alloy die casting can be up to 0.5mm, zinc alloy can be up to 0.3mm, and the minimum casting out hole diameter is 0.7mm.
High strength and good mechanical properties:
Due to the solidification of the metal under pressure, the organization of die casting is dense, grain refinement, with high strength and hardness. For example, the tensile strength of aluminum alloy die casting can be up to 415MPa, and the hardness can be more than HB80.
Challenges and solutions
Although the die-casting process has many advantages, it also faces a number of challenges that require appropriate solutions to ensure product quality.
Porosity and shrinkage problems:
During die casting, the rapid filling of the mold cavity with liquid metal may lead to gas trapping and the formation of porosity. Solutions include optimizing mold design to improve venting, using vacuum die-casting technology to reduce air in the cavity, and controlling the injection rate and pressure of the metal fluid to reduce gas entrapment.
Mold Wear and Erosion:
Die-casting molds are susceptible to wear and erosion due to the high temperatures and pressures of the liquid metal. Solutions include the use of high hardness, high wear-resistant mold materials, such as H13 steel, as well as regular mold maintenance and repair.
Dimensional control and deformation problems:
Uneven shrinkage during cooling can lead to dimensional deviations and deformation of castings. Solutions include optimized cooling system design, use of uniform cooling technology, and consideration of shrinkage and die draw slope at the design stage.
High Initial Investment Costs: High initial investment costs for die-casting equipment and molds limit the application of the die-casting process to small production runs. Solutions include increasing productivity to reduce costs and developing reusable mold designs to reduce the cost per production run.
Environmental and Health Concerns: Hazardous gases and dust can be generated during the die-casting process, posing a threat to the environment and worker health. Solutions include installing effective ventilation and filtration systems and providing workers with appropriate personal protective equipment.
With these solutions, the die-casting process can maintain its advantages while overcoming the challenges and continuing to play an important role in metal forming.

6. Technical Details of the Die-Casting Process
Die casting machine and mold technology
Die-casting machines and mold technology are the basis for efficient and accurate die-casting production. Die casting machines, according to its working principle, can be divided into two categories: hot chamber and cold chamber, each category has its unique technical characteristics and application scope.
Die casting machine type and technical parameters:
The choice of die-casting machine is based on the size of the clamping force, usually divided into small (160-400 tons), medium-sized (400-1000 tons) and large (more than 1000 tons). Cold chamber die-casting machines are suitable for the production of complex and thin-walled castings due to their high-pressure injection capability, while hot chamber die-casting machines are suitable for the production of small castings due to their fast cycle speed. According to the International Die Casting Association, the productivity of a cold chamber die-casting machine is about 30-50 pieces per minute, while a hot chamber die-casting machine can reach 150-200 pieces per minute.
Mold design and materials:
Mold design needs to consider the geometry of the casting, alloy fluidity and solidification characteristics. High-precision mold materials such as H13 steel are widely used for their excellent thermal stability and wear resistance. The mold design must ensure that the liquid metal can fill the cavity uniformly while taking into account the shrinkage rate and pullout slope to facilitate the release of the casting. According to market research reports, the average life of molds made of H13 steel is up to 1 million die casting cycles.PS: If you like this article, please follow the public number “Design Cornerstone”.
Fixed melting and temperature control
Melting and temperature control a critical links in the die-casting process, directly affecting the quality of the liquid metal and casting performance.
Alloy selection and melting temperature:
Selecting the right alloy is crucial to the performance of die castings. For example, the melting temperature of aluminum alloy is usually between 660°C and 750°C, while the melting temperature of zinc alloy is between 420°C and 480°C. Precise control of the melting temperature ensures the fluidity of the liquid metal and the microstructure of the casting.
Temperature control technology:
Automated operation of temperature control through automated equipment and systems reduces human intervention and errors and improves production efficiency and product quality. For example, the use of PLC and related valves to realize the temperature control of the melting furnace, the use of the furnace chamber fixed temperature control and cascade control are two ways to control the heating and holding, respectively.
Die casting speed and pressure control
Die casting speed and pressure control a key factors in determining the quality of castings and require precise process parameters to ensure the integrity and performance of the castings.
Injection Speed and Pressure:
Injection speed has a significant impact on casting quality and productivity. High injection speeds can reduce oxidation and gas inclusions but can lead to liquid metal splashing and mold wear. Pressure control: Maintaining a constant pressure to ensure that the liquid metal fills the cavity of the key, common pressure range between 10 to 175 MPa.
Die casting process analysis:
By analyzing the die-casting process in detail, it is possible to determine the optimal die-casting functions, including slow die casting, first-stage fast die casting, second-stage fast die casting, and pressurization. The reasonable combination of these functions can optimize the die-casting process and improve the quality of castings. According to industry practice, the optimization of the second level of fast pressure injection speed can reduce the porosity and shrinkage defects inside the casting and improve the density of the casting.
7. Quality Control and Defect Analysis of Die Casting
Common types of defects
Die casting in the production process may cause a variety of defects. These defects will affect the appearance of the casting, dimensional accuracy and mechanical properties. The following are some common types of die-casting defects:
Pneumatic holes:
The existence of small round or oval holes of varying sizes inside or on the surface of the casting is usually due to the failure of the gas in the cavity to be discharged in time or the metal liquid gas entrapment caused.
Shrinkage holes:
Holes formed inside the casting due to the shrinkage of the liquid metal, commonly found in the thick-walled part of the casting, due to uneven cooling rate.
Cold segregation:
Two streams of metal at the butt joints failed to fuse completely, the formation of linear or irregular sagging lines, affecting the strength of the casting.
Slag:
The presence of small particles or fibrous impurities inside or on the surface of a casting is usually due to inclusions not being removed during the melting process.
Cracks:
Cracks that exist inside or on the surface of the casting, which thermal stresses may cause during cooling of the casting or defects in the material itself.
Deformation:
Deformation of castings due to uneven shrinkage during cooling or demolding affects the dimensional accuracy and appearance of the castings.
Burr and Flying Edge:
Excess material formed on the edges of the casting due to liquid metal overflow or poor mold closure, which needs to be removed by post-processing.
Quality control measures
In order to ensure the quality of die castings, a series of quality control measures need to be taken, and each link from raw materials to finished products needs to be strictly controlled:
Raw material control:
Ensure that the metal alloys used comply with the quality standards and monitor the quality of the raw materials by means of chemical analyses and physical property tests.
Mold maintenance:
Regularly inspect and maintain the molds to ensure the dimensional accuracy and surface finish of the molds, and repair or replace worn-out mold parts in a timely manner.
Melting process control:
Monitor the melting temperature to ensure the purity of the liquid metal and reduce inclusions in the liquid metal through degassing and refining processes.
Optimization of Die Casting Parameters:
Adjust parameters such as injection speed, pressure and mold temperature to reduce the generation of porosity and shrinkage and ensure the uniform filling of liquid metal.
Cooling system design:
Design an effective cooling system to ensure uniform cooling of castings and reduce thermal stress and deformation.
Post-treatment and finishing:
Carry out post-treatment work such as deburring, grinding and heat treatment on the castings to improve the surface quality and eliminate internal stress.
Quality Inspection:
We use non-destructive inspection methods such as X-ray inspection and ultrasonic inspection, as well as dimensional measurements and mechanical property tests, to carry out comprehensive quality inspections of castings.
Continuous improvement:
Through data analysis and defect feedback, continuously optimize the die-casting process to improve product quality and production efficiency.
Through the above quality control measures, we can effectively reduce the defects of die casting and improve the reliability and market competitiveness of the products.


