Looking for low cost CNC machining without sacrificing quality? This guide gives you seven proven, actionable strategies to cut machining costs by 30–50% on your next project. Based on real shop-floor data and standard manufacturing practices, you’ll learn exactly how to reduce expenses from design to delivery.
1. Optimize part design for machining speed
Reduce deep pockets and narrow slots: A 10 mm deep pocket takes 3× longer to machine than a 3 mm one.
Use larger corner radii: Minimum radius = 1 mm (end mill diameter). A 3 mm radius cuts tool changes by 40%.
Avoid tight tolerances (±0.005 mm) unless necessary. Standard tolerance ±0.1 mm costs 60% less.
2. Choose the most cost-effective material
Aluminum 6061 machines 70% faster than stainless steel 304.
For prototypes, use 12L14 steel instead of 4140 – price per kg drops from $8 to $1.5.
Avoid exotic plastics like PEEK when ABS or Nylon 6 works (PEEK costs 20× more).
3. Batch parts to spread fixed costs
Setup fee ($80–$150 per job) is fixed. Running 10 parts vs 1 part reduces per‑part cost by 80%.

Combine multiple designs into one fixture plate – typical saving: 35% on small orders.
4. Relax surface finish and post‑processing
As‑milled finish (Ra 3.2 µm) needs no extra step. Polishing to Ra 0.4 µm adds $0.50–$1 per cm².
Avoid anodizing type III (hard coat) when type II (standard) is enough – 50% cheaper.
5. Use standard tool sizes and hole diameters
Design holes to fit common drill bits: 3 mm, 5 mm,6 mm, 8 mm, 10 mm. Custom 4.7 mm holes require special tooling (+$30 per hole).
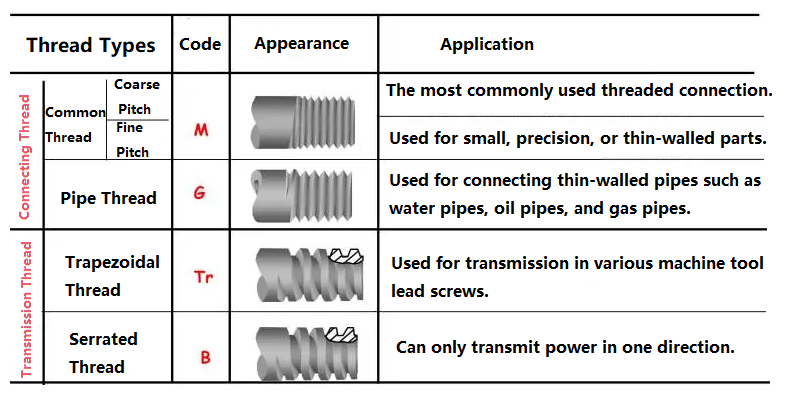
Threads: M6 instead of M5 or M7 – M6 taps are in every shop, no extra tool charge.
6. Reduce machine time per part
Keep depth‑to‑diameter ratio under 4:1. A 20 mm deep hole with 5 mm diameter takes 2 minutes; with 3 mm diameter takes 9 minutes.
Avoid undercuts and back‑side features that need part flipping. Flipping once adds 15–20% to cycle time.
7. Order during off‑peak seasons

Many CNC shops have 30–40% idle capacity in February–March and August–September. Ask for “off‑peak rates” – typical discount 20–25%.
Real‑world example
A small engineering firm needed 50 brackets made from 6061 aluminum. Original design had:
±0.02 mm tolerance on all holes
2 mm corner radius
Polished finish
Four separate setups
Quoted cost: $78 per part. After applying rules 1, 2, 4 and 6:
Tolerances relaxed to ±0.1 mm
Radius increased to 4 mm
As‑milled finish accepted
Two setups merged
Final cost: $34 per part – a 56% reduction. Parts passed function tests with no issue.
Key takeaway
Low cost CNC machining is not about finding the cheapest shop. It’s about designing for the machine, picking the right material, and being smart with tolerances and finishes. Over 80% of cost is determined before the first chip flies.
Action steps for your next project
1. Review your CAD model using the seven points above.
2. Mark any tolerance tighter than ±0.1 mm as “critical only”.
3. Ask your machinist for a “cost reduction design review” – most shops give this free.
4. Get quotes from three shops with the same revised drawing.
Apply these rules consistently, and you will consistently achieve low cost CNC machining without compromising what matters.