Customized brass turning to meet specific part size, tolerance and functional requirements is a precision metal cutting process. This article directly gives the core conclusion: if you want to obtain high-quality custom brass turned parts, you must clarify drawing specifications, select appropriate material grades, verify the supplier's process control capabilities, and ensure consistency through first-piece inspection and batch inspection. The key points covered below start from process key points, frequently asked questions, and end with action suggestions, fully covering all your needs.
01The core advantages and applicable scenarios of customized brass turning processing
Because brass has particularly excellent cutting performance, its cutting coefficient can reach 100%, which is much higher than the 40% – 60% of stainless steel. It also has good corrosion resistance and electrical conductivity, so it has become the first choice material for precision turning parts. Its common applications include: hydraulic joints, electrical terminals, instrument parts, valve cores, optical instrument threaded parts, etc. Take an instrument company as an example. Its pressure gauge joints were originally made of stainless steel, which had low processing efficiency and the threads were very easy to stick to the tool. However, after replacing the stainless steel with free-cutting brass (C36000), the processing time of a single piece was reduced from 90 seconds to 25 seconds, the tool life was increased by 5 times, and the surface roughness was stabilized below Ra 0.8μm.
Its core advantage is that it can obtain a smooth surface without the need for secondary processing; the dimensional tolerance can reach IT6 level, such as the Φ10mm shaft diameter tolerance is ±0.008mm; for complex geometric shapes, such as internal hexagons, side holes, and arc grooves, it can be completed in one go with the help of multi-axis turning and milling.
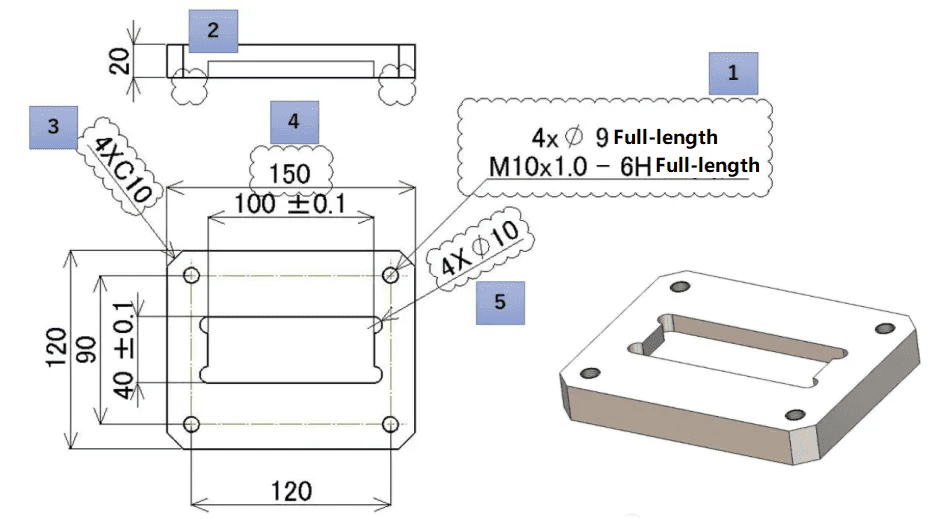
02Full analysis of technical specifications: 5 types of key information that must be marked
If the supplier wants to accurately understand your requirements, the drawing or inquiry form must include such content (no matter which item is missing, it is very likely that the parts will not meet the standards).
1. The grade and status of the material are: the internationally accepted standard is ASTM B16/B453, which includes C36000, C37700, and EN 12164, which corresponds to CuZn39Pb3, and GB/T 4423, which corresponds to HPb59-1. It should be noted whether stress relief annealing or surface passivation treatment is required.
2. Tolerances of key dimensions need to refer to ISO 2768-mK or a more stringent level. For example, the mating journal should be marked ±0.01mm, and the pitch diameter tolerance of the thread should follow level 6H/6g.
3. Tolerances in shape position, including coaxiality, perpendicularity, roundness, etc., are proposed to be based on the ISO 1101 standard.
4. The surface roughness is as follows. The common requirement is that the Ra value is within the range of 0.4μm to 3.2μm. For a functional sealing surface, it needs to reach Ra 0.2μm.
5. Special processes have such requirements: for example, deburring, which is either mechanical or chemical; cleaning, which is mainly to remove oil; and anti-discoloration coatings, such as benzotriazole passivation, which are anti-discoloration coatings.
03Supplier selection and quality control process: 90% of risks can be avoided by following the steps
Step 1: Qualification Verification
It is necessary to ask the supplier to give ISO 9001:2015 certification, which is a must. For IATF 16949 certification, automotive parts are optional. You should also ask about its monthly output of brass turning and check its maximum spindle processing capacity. For example, the maximum bar diameter of the centering machine is 32mm.
Step 2: Process Capability Confirmation
Equipment requirements: A CNC automatic lathe, such as the Swiss type, or a cam automatic lathe is required. For parts with a diameter of less than 20mm and an annual use of more than 100,000 pieces, the cost of cam lathes is even lower. For complex parts, CNC with C-axis and powered tools must be used.
During inspection, you must be equipped with a pneumatic measuring instrument, an image measuring instrument, or a three-dimensional coordinate measuring machine. In response to this, suppliers are required to provide a CpK value, among which, if it is ≥1. 33, it is considered excellent.
Step 3: First article and mass production control
For the first inspection, a full-scale report should be produced. This report should not only contain the actual measured values of more than 10 key characteristics, but also have their corresponding tolerances.
Process sampling inspection: 5 pieces for every 100-500 pieces, and monitor the SPC control chart.
After cleaning, there should be no oil stains and chips, and anti-rust packaging should be carried out. (Although brass is not easy to rust, it will oxidize in a humid environment).
An example of what actually happened is as follows: A valve factory ordered a brass valve stem, and the drawing stipulated that the thread pass and stop regulations must be qualified. Among the first batch of parts, there was a jamming of the pass gauge. If traced back to the source, the reason was that the supplier did not use a special threading tool and only randomly inspected one piece out of every thousand pieces. After rectification, in YPMFG's process, the thread is inspected every fifty pieces, and a thread insert with helix angle compensation is used. In this way, the problem has been completely solved.
04Frequently Asked Questions (Q/A format)
Q1: How to avoid burrs on the surface of brass turned parts?
For A, choose sharp PCD tools or coated carbide tools to add a 60° chamfer, and use high-pressure coolant to flush chip breakers. The finishing allowance should not exceed 0.15mm.
Q2: The diameter tolerance requirement is ±0.005mm. Can it be achieved stably?
A: Yes, but you need to use a constant temperature workshop (20±1°C) and an active measurement system (online pneumatic measuring instrument). The limit is ±0.010mm in a normal environment.
Q3: Is the unit price high for customizing a small batch of 100 pieces?
Because CNC programming and first-piece debugging time are fixed, A is 30% to 50% higher than in the case of large batches. Costs can be reduced by merging multiple parts or selecting simple fixtures.

Q4: How to ensure that the threads are not rotten or plated?
A: Use thread milling instead of die processing, and use internally oiled tools. Before plating, it must be thoroughly cleaned and shielding wax must be added.
Q5: Will brass materials suffer from stress cracking after processing?
A: There are residual stresses in cold-drawn brass. Once exposed to ammonia substances, cracks will occur. The solution is to perform stress relief annealing when ordering, that is, holding it at 260°C for 2 hours.
Q6: What are the differences between the most commonly used brass grades?
A: C36000, which contains 3% lead, has the best machinability. C37700, which contains 2% lead, is suitable for turning after forging. HPb59-1 is domestically produced and economical, but its impurity control is relatively poor.
Q7: Can cross grooves or hexagonal holes be machined on turned parts?
A: It works. Use the power tool in the CNC turning and milling machine. The tolerance of the groove depth is plus or minus 0.05mm, and the minimum groove width is 0.5mm.
Q8: The supplier's delivery size is below the lower limit. Is it acceptable?
It is unacceptable if the drawing does not indicate "dimensions below the lower limit", because if it deviates from the lower limit, on the one hand, it will reduce the strength of the assembly, and on the other hand, it will be particularly easy to scratch the assembler, requiring re-production.
05Cost composition and optimization strategy
The cost of custom brass turning is mainly divided into four parts (taking a single piece weighing 50g as an example):
The price of brass bars, affected by the fluctuation of copper prices, is currently in the range of 45 yuan to 65 yuan per kilogram, while the material cost is probably in the range of 15% to 25%.
The processing fee is probably in the range of 50% to 70%, which covers the hourly fee of the equipment. The CNC lathe is about 150 yuan to 250 yuan per hour. It also includes tool loss, which is about 0.1 yuan to 0.5 yuan per piece, in addition to labor.
When performing surface treatment, the proportion is approximately 5% to 15%. The price of ordinary passivation is 0.2 yuan per piece, and the price of nickel plating is 1.5 yuan per piece.
Inspection of packaging: about 5%-10%.
Possible ways to reduce costs :
(1) Relaxing and expanding the tolerance to a higher level range (just like switching from being limited to plus or minus 0.01 mm to positioning to plus or minus 0.02 mm) can reduce the time required for processing by 30%.
The part structure is optimized by avoiding thin walls less than 0.5mm and reducing secondary clamping.
③ Increase the single purchase volume and share programming and tooling costs.
06Action suggestions and core conclusions
The core point is repeated: the success rate of custom brass turning depends on three key factors. The first is clear and standardized drawing requirements. The second is choosing a supplier with process control capabilities, such as reviewing the other party's CpK report and first article report. The third is performing phased quality verification, from first article to small batch to mass production. If any one of these links is ignored, the entire batch may be scrapped or the assembly may fail.
Action recommendations (directly executable) :
1. In this industry standard template, download the "Technical Specifications List of Brass Turned Parts", fill it out item by item, and then send it to at least 3 suppliers for quotation inquiry.
2. Each supplier is required to provide the first component inspection report and process capability, that is, CpK data, for the same type of product.
3. First place an order for a small batch of 100 to 200 pieces to conduct the actual test assembly process. After confirming that it meets the qualification standards, then expand the order size.
4. The acceptance standards must be clearly defined in the contract. This standard must refer to ISO 2768-1 to determine linear dimensions, and each batch must be accompanied by 5 additional samples for salt spray testing, provided there are corrosion protection requirements.
Remember this is your last reminder: the chips produced when turning brass are small and easily entangled. Be sure to confirm the chip breaking process used by the supplier and the frequency of cleaning. For those parts with thread sealing requirements, it is recommended to additionally require records of the pitch diameter value after being tested by a thread unit. The contents mentioned above have covered the entire closed loop from material selection to design, production, and finally acceptance. You do not need to consult other information to make professional decisions. If you need further technical parameter tables or drawing annotation examples, you can refer to YPMFG's public technical database (specific links are not given here, but they can be found in the industry). Get started with recommended action steps now to get qualified parts the fastest and control costs.