In the world of precision manufacturing and machining, drilling and milling are two of the most fundamental and critical metal removal processes. While both aim to alter the shape of a workpiece through cutting, they differ fundamentally in cutting principles, application scenarios, required equipment, and the resulting workpiece quality.
Understanding these distinctions is crucial for selecting the correct machining method, optimizing production efficiency, and ensuring product precision.
Table of Contents
1. CNC Drilling Vs CNC Milling Definition
What is Drilling?
Drilling is a machining process that uses a drill bit to feed vertically along the Z-axis, primarily for creating circular holes in metals, plastics, or wood.
How drilling works
• The drill bit rotates at a relatively low spindle speed
• Cuts into material through axial (up-and-down) movement
• Produces continuous spiral chips
• Deep hole drilling relies on chip evacuation and cooling methods
Drilling remains the most common and fastest method for hole machining today.

What is Milling?
Milling removes material using multi-edge tools moving in X/Y/Z multi-axis directions, offering greater flexibility than drilling.
How milling works
• Tool rotates at high speed (typically higher than drilling)
• Cutting edges intermittently remove material
• Enables side-cutting, face-cutting, and angled cutting
• Processes flat surfaces, slots, cavities, and 3D contours
Milling is the core process for creating complex shapes and precision surfaces.

2. Differences in Cutting Principles and Motion Patterns
Drilling employs vertical motion while milling uses lateral motion, but this is merely superficial. The core distinction lies in the contact method between the tool and workpiece, as well as the direction of cutting forces.
1. Drilling
Motion Pattern: The tool (drill bit) rotates rapidly around its own axis while simultaneously feeding along the axial direction (Z-axis) toward the workpiece, achieving vertical penetration.
• Tool Contact: The two primary cutting edges of the drill bit maintain continuous contact with the material, operating entirely within the cutting zone.
• Cutting Forces: Primarily generates axial thrust (force pushing the tool into the workpiece) and minor torque. The machine tool spindle primarily bears axial loads.
• Application Limitations: This continuous contact and concentrated heat make it difficult to effectively evacuate chips from deep holes during drilling, often leading to tool overheating and wear.
Drilling Characteristics:
• Cutting forces concentrated axially, providing high stability
• Suitable for batch production of standard holes
• Low cost and high speed
• However, due to concentrated cutting heat and limited chip evacuation space, deep hole and micro-hole machining often face challenges with chip removal and accelerated tool wear.

2. Milling
• Motion Pattern: The tool (end mill, face mill) rotates at high speed around its own axis while the workpiece or tool feeds radially or tangentially (X/Y axes), achieving lateral or planar cutting.
• Tool Engagement: End mills typically have multiple cutting edges. Each cutting edge periodically engages and disengages with the material during rotation, constituting intermittent cutting.
• Cutting Forces: Complex radial and tangential forces (lateral loads) are generated. This demands higher rigidity and stability from the milling machine to withstand and absorb these alternating loads.
• Application Advantages: Intermittent cutting allows cooling time for cutting edges during non-working cycles, aiding heat dissipation and extending tool life, while effectively ejecting chips.
3. Comparative Analysis of Machine Tool Structure, Precision, and Cost
| Feature | Drilling Machine | Milling Machine | Extended Description |
|---|---|---|---|
| Main Function | Creates round holes | Creates complex shapes, flats, slots, and cavities | Milling provides more versatile and diverse machining capabilities. |
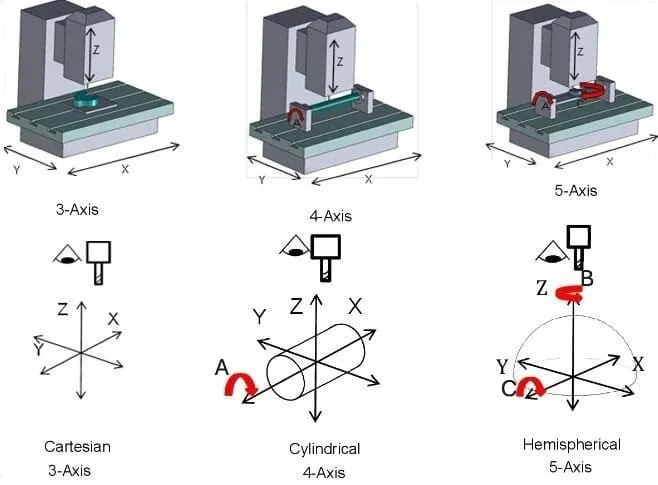
| Number of Motion Axes | Typically single-axis feed (Z-axis) | Standard 3-axis (X, Y, Z), advanced machines can reach 5-axis or more | The number of axes determines the ability to machine complex 3D surfaces. |
| Worktable | Fixed or limited single-axis adjustment with relatively lower precision | Precise X-Y table with movement and positioning via leadscrews or linear guides | The precision of the milling machine’s table is key to its high accuracy. |
| Spindle Speed | Low speed (suitable for HSS tools and larger diameters) | High speed (suitable for carbide tools and high-efficiency finishing) | Modern CNC milling machines can exceed 20,000 RPM. |
| Equipment Cost | Lower, desktop models are available | Higher, especially CNC milling machines | The complex structure and CNC system make milling machines a larger investment. |
| Footprint | Smaller, some models are portable | Larger and heavier | Milling machines typically require more installation space due to weight and size. |
4. Tool Characteristics and Material Removal Rate Comparison
1. Tool Characteristics
| Tool Feature | Drill Bit | End Mill |
|---|---|---|
| Number of Cutting Edges | Usually 2 main cutting edges | Typically 2 to 16 flutes (multi-edge) |
| Cutting Direction | Cuts only axially (Z-direction) | Supports axial plunging, side cutting, and peripheral milling |
| Versatility | Specialized for drilling holes | More versatile—can mill, drill, chamfer, profile, and slot |
2. Speed and Material Removal Rate (MRR)
The original text states that “drilling requires lower spindle speeds, while milling uses higher spindle speeds”, this is generally true. However, when comparing the overall machining efficiency:
- Milling typically achieves a higher MRR in roughing operations
Because end mills have multiple cutting edges that engage and disengage during rotation, each flute has time for cooling and chip evacuation. This allows for higher cutting parameters (feed rate, axial depth, radial depth), resulting in significantly greater material removal rates, especially with modern high-efficiency milling strategies.
- Drilling remains the fastest method for creating a standard round hole
Although spindle speed is lower compared to milling, a drill bit removes material continuously along the entire diameter and can penetrate directly through the workpiece in a single operation. For hole-making, drilling is still the most direct and efficient process.
5. Machining Quality & Application Scenarios
1. Accuracy and Surface Finish
- Advantages of Milling:
Milling machines offer higher rigidity, multi-axis motion, and precise CNC control, enabling superior positioning accuracy and repeatability. The multi-flute design of end mills and their intermittent cutting action combined with high spindle speeds, typically produce a smoother and finer surface finish, especially during finishing operations. - Limitations of Drilling:
The primary purpose of drilling is to create a through-hole. As a result, the positional accuracy and surface finish of a drilled hole are generally inferior to those produced by secondary operations such as boring or reaming, which are required to achieve higher-quality hole walls and tighter tolerances.
2. Applicability & Typical Applications
| Process | Main Function & Applications | Unsuitable Scenarios |
|---|---|---|
| Drilling | Creates round holes, provides pilot holes for tapping or reaming, secondary operations | Creating complex 3D surfaces, high-precision flats, deep slots |
| Milling | Manufacturing complex shapes, precision molds, aerospace parts, finishing flats, cutting cavities and slots, primary operations | Deep-hole machining with very small diameters (less than 1.5 mm) due to low efficiency |
6. Drilling vs. Milling: Recommended Use Cases
Suitable for Drilling:
- Batch production of standard assembly holes
- Pre-drilling followed by tapping or reaming
- Through-holes/blind holes in materials like steel and aluminum
Suitable for Milling:
- Flat surfaces or cavity machining
- 3D contours and complex structures
- Functional surface machining of precision parts
- Molds, aerospace structural components, medical parts
- Multi-process integrated machining (CNC machining centers)
In actual production, drilling and milling are often combined to achieve higher precision and faster efficiency.
7. Conclusion
For CNC precision manufacturing, drilling and milling are not mutually exclusive. Drilling offers distinct advantages in efficient hole creation, while milling provides high precision, versatility, and the ability to machine complex structures.
Selecting the appropriate method during process planning effectively enhances part quality, reduces costs, and shortens delivery cycles.
For high-precision metal or plastic part machining, we offer:
• 5-Axis Machining
• Low-Volume Production and Rapid Prototyping
Contact us for instant quotes and DFM process analysis to optimize your design and accelerate production cycles.