Quick answer:
CNC threading is a computer-controlled machining process that cuts internal or external screw threads into metal parts with high precision and repeatability. It is commonly performed on CNC lathes or milling machines using single-point tools, taps, dies, or thread mills. The choice of method depends on part geometry,material hardness, thread class tolerance, and production volume. For critical applications such as aerospace fasteners, hydraulic fittings, or medical device components, CNC threading offers significant advantages over manual threading in consistency, surface finish, and dimensional accuracy.
If you are evaluating CNC threading for a new project or supplier, you likely already know that thread quality directly affects assembly integrity, sealing performance, and long-term reliability. What is less obvious is how small differences in toolpath strategy, inspection methods, or material preparation can lead to costly rework or field failures. This article explains the practical distinctions between common CNC threading techniques, the parameters that influence thread quality, and the specific checks buyers should use when reviewing supplier capabilities.
Common CNC Threading Methods
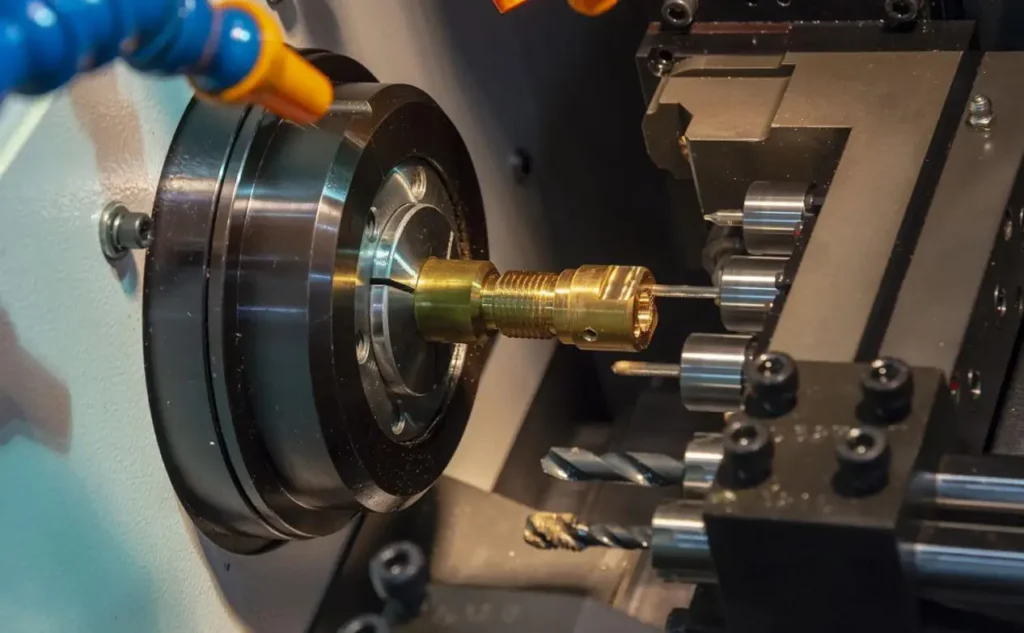
CNC turning centers typically use single-point threading. A specially shaped insert follows a helical path along the part axis, cutting one pass at a time. For coarse threads or hard materials, multiple passes are required. This method offers high flexibility because the same tool can cut different thread sizes by changing the program.
Thread milling uses a rotating cutter that moves helically around the hole or shaft. It is preferred for large-diameter threads, interrupted surfaces, or materials that are difficult to cut. Thread milling also allows left-hand and right-hand threads with the same tool and produces less burr formation than tapping.
Tapping remains efficient for smaller holes in soft to medium-hard materials. Rigid tapping on a CNC machine synchronizes spindle rotation with feed rate, producing threads in a single pass. However, broken taps are difficult to remove and can scrap the part.
The choice between these methods directly affects cycle time, tooling cost, and thread quality. For example, single-point threading is economical for low to medium volumes, while thread milling is more reliable for expensive materials where tool breakage must be avoided.
Key Parameters That Determine Thread Quality
Thread quality is defined by multiple measurable parameters. Buyers should confirm that their supplier controls each of these during production.
Thread pitch and lead accuracy determine whether mating parts assemble correctly. Even a 0.01 mm deviation in lead can cause binding or leakage in precision assemblies.
Thread profile angle must match the standard, typically 60 degrees for unified and metric threads. A worn insert or incorrect tool offset produces an asymmetrical profile that reduces load capacity.
Surface finish inside the thread root affects fatigue life. Sharp notches or feed marks can initiate cracks under cyclic loading. For high-stress applications, specify a maximum Ra value on the flank surfaces.
Thread class tolerance defines how much variation is acceptable. Classes 2A/2B are standard for general use, while Classes 3A/3B require tighter control and are common in aerospace and racing applications.
A reliable supplier should provide inspection reports showing pitch diameter, major diameter, and thread form measurements. Without this data, thread quality cannot be verified before assembly.
Material Considerations for Threading
Material hardness directly influences tool wear and surface finish. For aluminum and brass, standard HSS tools with coolant are sufficient. For stainless steel, titanium, or Inconel, carbide or coated inserts are required to maintain edge life and prevent work hardening.
Chip control is another factor. Long, stringy chips in ductile materials can wrap around the tool and cause tool breakage or surface damage. Chip breakers on inserts or pecking cycles in thread milling help manage this risk.
Pre-threading hole size must be calculated correctly for tapping operations. The wrong hole diameter can result in incomplete threads or tap breakage. For single-point threading, the blank diameter should account for material displacement during the threading passes.
YPMFG supports projects that require threading in difficult-to-machine alloys. Engineering review of material specifications and thread geometry is available before production begins.
Common Problems and How to Avoid Them
Thread distortion after heat treatment is a known issue. If threading is performed before heat treatment, dimensional changes can push thread pitch or diameter out of tolerance. Solution: thread after heat treatment or leave stock for a finishing pass.
Tool deflection causes taper along the thread length. This is more common in thread milling with long reach tools. Using rigid toolholders and reducing radial engagement helps maintain straightness.
Burr formation at thread starts and ends can interfere with assembly and sealing. Specifying a chamfer or thread relief groove reduces burr buildup. In thread milling, climb cutting produces fewer burrs than conventional cutting.
Thread galling occurs when two stainless steel or aluminum threads cold-weld under friction during assembly. Surface treatments such as PTFE coating, anodizing, or thread lubricant reduce this risk.
Buyers should ask their supplier how these issues are addressed in the process setup. A written inspection protocol for each production batch is a reasonable expectation.
Questions Buyers Often Ask About CNC Threading
What is the difference between rolled threads and cut threads?
Rolled threads displace material to form the thread profile, which improves grain flow and fatigue strength. Cut threads remove material using a cutting tool. Rolling is typically faster but requires specific blank diameters and cannot be used on all geometries. Cut threading offers more flexibility for custom sizes.
Can CNC threading achieve thread class 3A or 3B?
Yes, but it requires rigid machine setup, sharp tooling, and careful inspection. Single-point threading and thread milling can both meet Class 3 tolerances when the machine is properly maintained and the program accounts for tool deflection.
How deep should a thread be for a given fastener length?
A general rule is that thread engagement should be at least 1.5 times the bolt diameter for steel and 2 times for aluminum. This ensures the fastener fails in tension before the threads strip.
What is the typical cost difference between CNC threading and manual threading?
CNC threading has higher upfront programming cost but lower per-part cost in batch production. Manual threading is slower and less consistent. For runs above 50 parts, CNC is usually more economical.
Does CNC threading require special coolant?
Not necessarily, but coolant type should match the material. Water-soluble coolant works for most steels and aluminum. For titanium or Inconel, high-pressure coolant or oil-based lubricant improves chip evacuation and extends tool life.
Can you thread a blind hole with a thread mill?
Yes. Thread milling is well suited for blind holes because the tool can retract without reversing. Tapping blind holes requires a bottoming tap or a thread relief to avoid incomplete threads at the bottom.
What inspection method is used for internal threads?
Go/no-go thread plug gauges are standard. For tighter tolerances, thread micrometers, optical comparators, or coordinate measuring machines are used to verify pitch diameter and profile.
How long does a CNC threading insert last?
Insert life depends on material, cutting speed, and coolant. In aluminum, an insert may last thousands of parts. In Inconel, life may drop to 50-100 parts. Wear monitoring and tool offset compensation are important to maintain thread quality.
Choosing the Right Threading Approach for Your Application
The best threading method depends on your part geometry, material, tolerance requirements, and production volume. Single-point threading offers flexibility for custom sizes. Thread milling provides reliability for hard materials and large diameters. Tapping is efficient for smaller holes in softer materials.
Regardless of the method, thread quality should never be assumed from a visual check alone. Dimensional inspection, surface finish measurement, and functional testing are necessary to confirm that the thread meets design intent.
If you are evaluating a supplier for a CNC threading project, you can send your specifications to YPMFG for engineering review. Their team can assess thread geometry, material compatibility, and inspection requirements before providing a quotation and lead time estimate. Asking for this review early reduces the risk of tooling mismatches or tolerance issues later in the production schedule.