Quick answer:
CNC machining parts aluminum milling is a subtractive manufacturing process that uses computer-controlled rotating cutting tools to remove material from aluminum blocks or billets, producing precise components with tight tolerances. This method is widely chosen for its combination of speed, material stability, and cost-effectiveness across industries like aerospace, automotive, electronics, and medical devices. The key to success lies in selecting the correct alloy, tooling strategy, and surface finish requirements.
If you are sourcing CNC machined aluminum components, you are likely balancing part accuracy, production speed, and total cost per unit. The difference between a good quote and a reliable long-term partner often comes down to how well the milling process is matched to your design, material choice, and volume requirements. This article explains what drives cost, quality, and lead time in aluminum CNC milling, so you can make informed sourcing decisions.
What Is Aluminum CNC Milling?
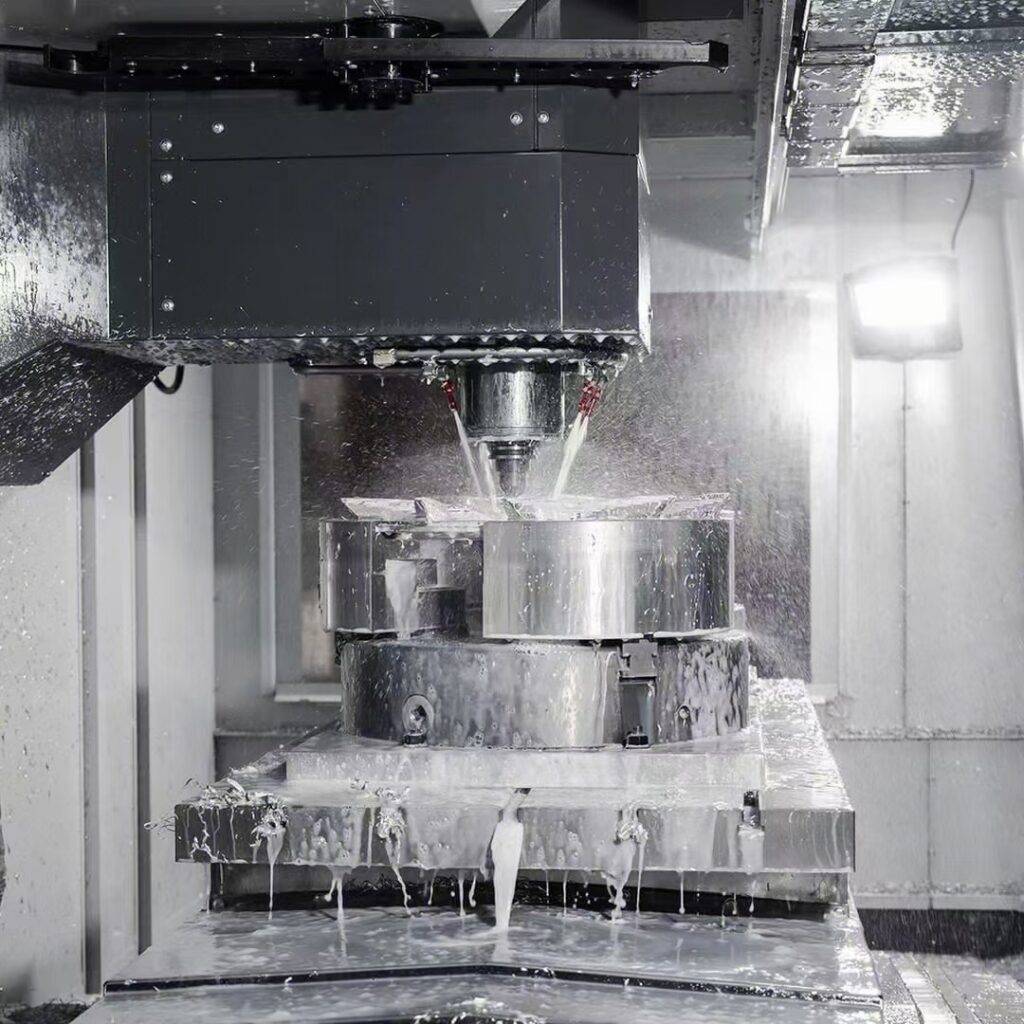
Aluminum CNC milling uses multi-axis machines to remove material from a solid block or plate. Unlike 3D printing, which adds material layer by layer, milling cuts away excess material to create the final shape. This process delivers high dimensional accuracy and excellent surface quality.
Aluminum is one of the most commonly machined materials because it is lightweight, corrosion-resistant, and relatively soft compared to steel or stainless steel. It allows for faster cutting speeds and longer tool life, which reduces overall machining cost.
The process works well for both prototyping and production runs, from a few units to thousands. The main limitations are geometric complexity and access to internal features, which may require multi-axis setups or specialized tooling.
Common Aluminum Alloys for CNC Machining
Not all aluminum alloys machine the same way. Choosing the right one affects strength, machinability, surface finish, and cost.
For most general-purpose CNC machined parts, 6061-T6 is the default choice. If your application requires higher strength or fatigue resistance, 7075-T6 or 2024-T4 are better options. Always verify that the selected alloy meets your industry standards and environmental requirements.
Key Factors That Affect Part Quality and Cost
Part geometry is the single largest driver of cost in aluminum CNC milling. Deep pockets, thin walls, sharp internal corners, and multiple setups increase machining time. Each additional setup adds cycle time and potential for tolerance stack-up.
Tool selection also matters. Aluminum is gummy compared to steel, so proper chip evacuation and sharp tool geometry are essential. Chip management directly impacts surface finish and tool life.
Order quantity changes the unit cost significantly. Low-volume runs have higher setup cost per part, while medium-to-high volumes amortize programming and fixturing costs over more units.
Material sourcing can affect lead time. Standard thicknesses of 6061 and 7075 are readily available, but non-standard sizes or exotic alloys may require longer procurement.
Surface Finish Options for Milled Aluminum Parts
Surface finish affects both appearance and functional performance. Common options for aluminum machined parts include:
As-machined: 32 to 63 Ra microinch finish. Suitable for functional surfaces where appearance is secondary.
Bead blasting: Creates a uniform matte texture. Hides minor tool marks and improves visual consistency.
Anodizing: Adds a protective oxide layer. Available in clear or colored finishes. Increases corrosion and wear resistance, but may affect tight tolerances.
Powder coating: Thicker finish for heavy-duty or cosmetic applications. Less precise than anodizing for tight features.
Electroless nickel plating: Adds hardness and corrosion protection. Used in harsh environments or where conductivity is a concern.
Your design should specify finish requirements early. Post-processing steps add lead time and cost. For example, anodizing may require masking certain features to maintain electrical conductivity or fit.
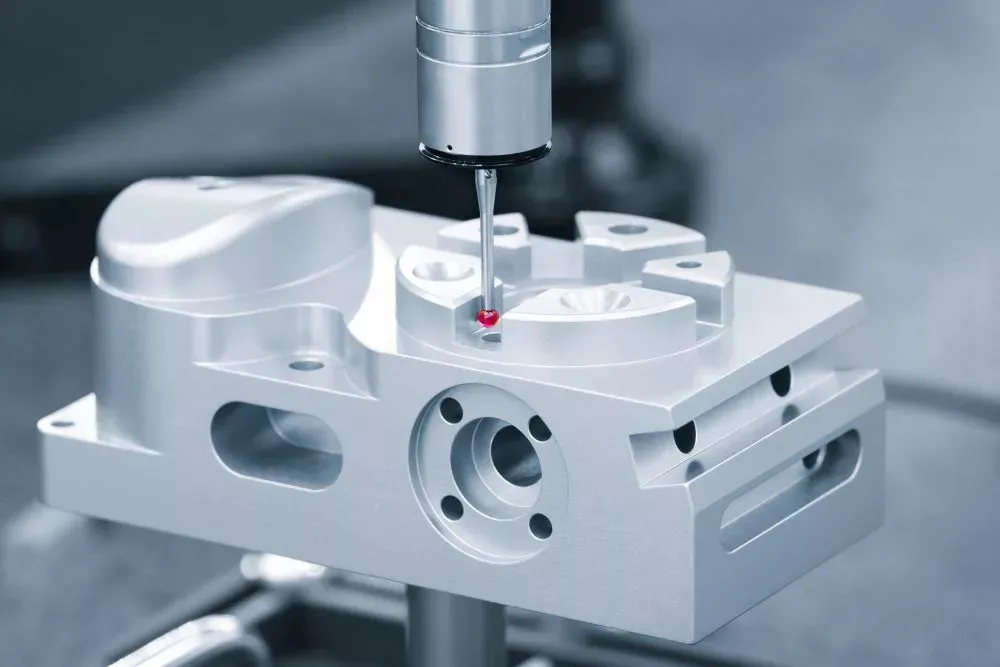
Tolerances and What Is Realistic
Standard CNC milling tolerances for aluminum are typically ±0.005 inches (0.13 mm). With careful setup and quality control, tighter tolerances down to ±0.001 inches (0.025 mm) are achievable, but they increase inspection time and reject rates.
Factors that affect achievable tolerance include:
Part size and geometry
Number of setups required
Material stability (aluminum expands more than steel with temperature changes)
Machine condition and calibration frequency
If your design requires multiple tight features on different faces, consider adding datums and specifying GD&T to avoid ambiguous inspection results. Clear communication with your CNC machining partner about tolerance requirements upfront prevents costly rework.
When to Choose Aluminum Milling Over Other Processes
Aluminum milling is the best choice when you need:
Tight tolerances (below ±0.005 inches)
Smooth surface finishes without secondary grinding
Complex geometries with multiple features on different faces
Medium-to-high volumes with consistent repeatability
For simple 2D shapes or very high volumes, aluminum extrusion or die casting may be more cost-effective. For extremely complex internal geometries, additive manufacturing might be an alternative, but it typically cannot match the surface finish or material properties of wrought aluminum.
Your part volume, complexity, and quality requirements determine which process is optimal. A good CNC machining service like YPMFG can help you evaluate trade-offs between cost and capability before committing to a process.
Questions Buyers Often Ask About Aluminum CNC Milling
1. What is the typical lead time for aluminum CNC milled parts?
Lead time depends on complexity and quantity. Simple parts can ship in 5-7 business days. Complex multi-axis parts with tight tolerances may take 2-4 weeks. Always confirm current shop capacity before placing an order.
2. Can aluminum CNC milled parts be anodized after machining?
Yes. Anodizing is a common post-process for cast and wrought aluminum. It improves corrosion resistance and allows color coding. However, anodizing adds about 0.0002-0.001 inches per surface, so tolerances must account for this growth.
3. How do I reduce the cost of my custom aluminum parts?
Simplify geometry where possible. Avoid deep pockets, sharp internal corners, and thin walls. Increase tolerances where not critical. Use standard material thicknesses and consider combining multiple operations into one setup.
4. What is the difference between 3-axis and 5-axis aluminum milling?
3-axis milling moves the tool in X, Y, and Z directions. It works well for flat parts with features on one side. 5-axis milling adds rotation in two axes, allowing complex undercuts and angled features in a single setup, reducing cycle time and improving accuracy.
5. Is aluminum 6061 or 7075 better for high-stress applications?
7075-T6 offers higher tensile strength and is better for structural or aerospace applications. 6061-T6 is more corrosion resistant and easier to weld. The right choice depends on your specific load, environment, and joining requirements.
6. What surface finish can I expect from standard aluminum CNC milling?
Standard as-machined finish is typically 32-63 Ra microinch. If you need a finer finish, specify it in your print. Bead blasting or light sanding can improve appearance without adding significant cost.
7. Do I need to provide a 3D model for a quote?
Yes. A STEP or IGES file is preferred. PDF drawings are helpful for specifying tolerances and finishes. The more complete your design data, the more accurate the quote and the fewer revision cycles.
8. How do I choose between CNC milling and turning for aluminum parts?
Milling is better for prismatic shapes with flat surfaces, holes, slots, and pockets. Turning is better for cylindrical or rotational symmetry. Many parts require both operations. A capable shop can combine them in a single mill-turn center.
Choosing the Right CNC Machining Partner for Your Aluminum Parts
Selecting a supplier for custom aluminum CNC machined parts should be based on more than price alone. You need a partner who understands material behavior,tooling strategies, and inspection methods. The right partner will help you optimize your design for manufacturability, reduce cycle time, and avoid common pitfalls like chatter, burrs, or surface defects.
YPMFG supports projects that require precision aluminum milling, from prototype quantities to full production runs. Their engineering team can review your design, suggest material and finish options, and provide a detailed quote with clear lead times.
If you are currently sourcing CNC machining parts and want to verify your design is optimized for cost and quality, send your specifications to YPMFG for a free engineering review. They will help you evaluate trade-offs and confirm the best approach for your aluminum components.


