Quick Answer:
The cost of custom CNC metal parts is not based on a fixed price list. It depends on material, part geometry, tolerance, surface finish, order quantity, inspection requirements, packaging, and delivery expectations. A simple aluminum part may be relatively economical, while stainless steel, titanium, thin-wall structures, deep holes, tight tolerances, anodizing, plating, or full dimensional inspection can raise the price significantly. For buyers, the key is not finding the lowest quote, but understanding what is included and whether the supplier can control quality, lead time, and repeatability.
What Determines the Cost of Custom CNC Metal Parts
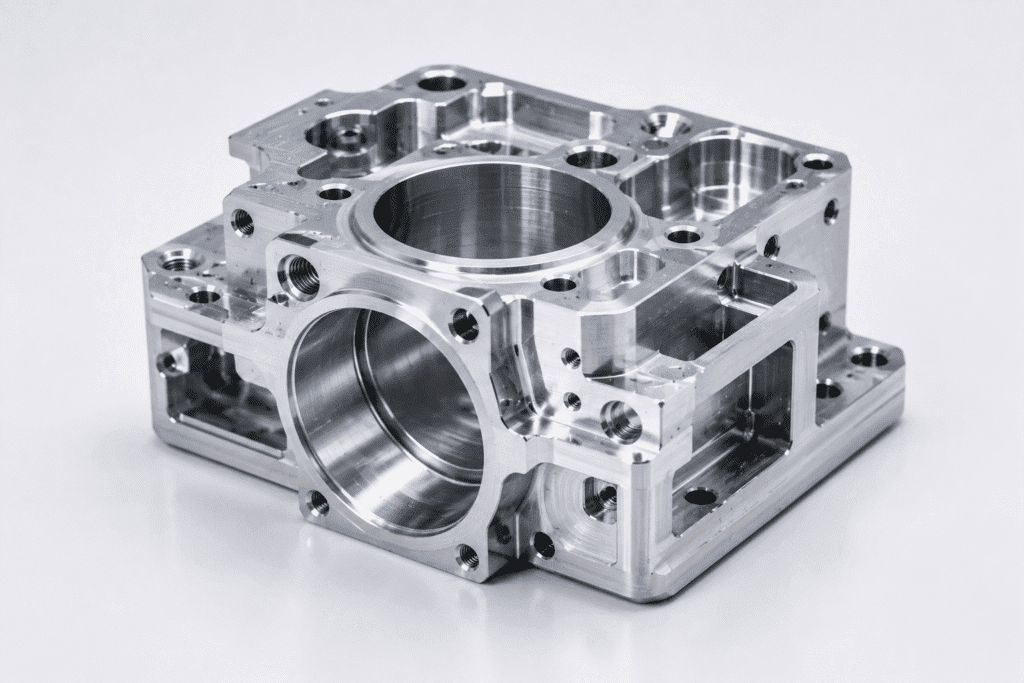
The price of custom CNC metal parts is affected by more than size and weight. A small component with tight tolerances, multiple setups, deep pockets, or precision threads may cost more than a larger but simpler plate or bracket.
Most quotations include material cost, CNC machining time, programming, machine setup, tooling, deburring, inspection, surface finishing, packaging, and sometimes logistics support. For custom CNC machining, the supplier also has to consider scrap risk, process stability, and batch repeatability.
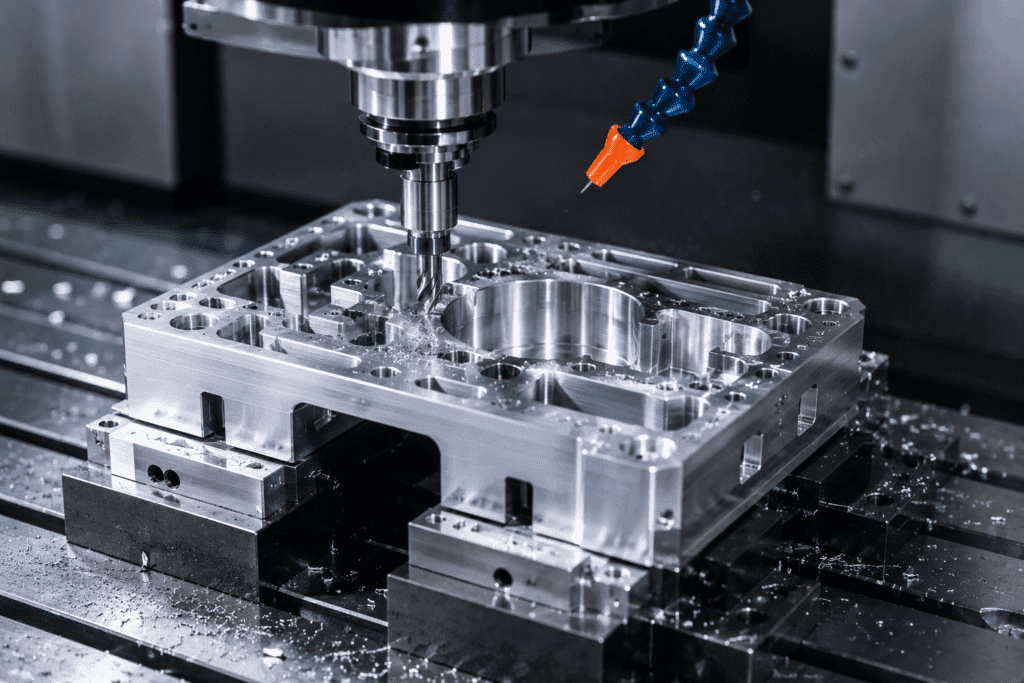
The biggest cost driver is usually machine time. If a part requires long cutting cycles, multiple tool changes, slow finishing passes, or several setups, the price will increase because the machine and operator are occupied for longer.
Another important factor is risk. A part with thin walls, tight flatness, hard material, or cosmetic surfaces may require extra handling and quality control. Even if the part looks simple in a CAD file, the real manufacturing risk can be much higher.
Buyers should also check what the quotation includes. A low unit price may exclude surface treatment, material certificates, inspection reports, special packaging, export protection, or urgent lead time.
For a supplier like YPMFG, quotation discussion is best treated as an engineering review, not only a price request. Clear information about material, quantity, tolerance, finish, and application helps the manufacturer estimate the real cost more accurately.
How Material Choice Affects CNC Metal Parts Pricing
Material selection is one of the first factors that changes CNC metal parts cost. Different metals vary in raw material price, machinability, tool wear, cutting speed, surface quality, and post-processing requirements.
Aluminum 6061 is often a cost-efficient option because it is easy to machine, lightweight, corrosion-resistant, and suitable for anodizing. It is commonly used for housings, brackets, mounting plates, heat sinks, and general structural parts.
Aluminum 7075 is stronger than 6061 but usually costs more and may require more careful machining and finishing control. It is often selected when strength-to-weight ratio is important.
Stainless steel 304 and 316 are more expensive to machine than standard aluminum. They provide good corrosion resistance, but they generate more tool wear and require better heat and cutting control.
Brass is usually easier to machine and works well for fittings, valve parts, electrical components, and wear-resistant parts. Copper offers excellent electrical and thermal conductivity, but it can be more difficult to protect cosmetically during machining and handling.
Titanium, tool steel, and high-strength alloy steel are usually in a higher cost range. These materials may require slower cutting speeds, more expensive tools, tighter process control, and sometimes heat treatment or grinding.
| Material | Typical advantage | Cost impact | Common applications |
|---|---|---|---|
| Aluminum 6061 / 7075 | Lightweight, machinable, anodizing-friendly | Usually lower to medium cost | Housings, brackets, plates, frames |
| Stainless steel 304 / 316 | Corrosion resistance, strength | Higher machining time and tool wear | Medical equipment, food equipment, marine parts |
| Brass | Good machinability, wear resistance | Medium cost, easier cutting | Fittings, valves, electrical parts |
| Copper | High conductivity and heat transfer | Higher material and handling cost | Heat sinks, busbars, electrical parts |
| Carbon steel / alloy steel | Strength and wear resistance | May add heat treatment or anti-rust cost | Shafts, machine parts, load-bearing components |
| Titanium | High strength-to-weight ratio, corrosion resistance | High machining difficulty and cost | Aerospace, medical, lightweight components |
Material cost should not be judged only by raw price per kilogram. Buyers should also consider machinability, scrap rate, finishing requirements, availability, and certificate requirements.
For long-term production, material stability is part of the cost equation. A rare alloy may be available for one prototype order but become expensive or slow to source during batch production.
Why Tolerances and Complex Geometry Increase Machining Cost
Tolerance is one of the most underestimated cost drivers in CNC machining. A general tolerance such as ±0.10 mm is very different from ±0.01 mm in terms of setup, inspection, cutting speed, and scrap risk.
Tighter tolerance does not simply mean “machining more accurately.” It may require improved fixturing, slower cutting, multiple finishing passes, tool wear control, temperature awareness, and more frequent in-process inspection.
Complex geometry also increases price. Deep pockets, thin walls, narrow slots, long holes, small internal radii, blind threaded holes, and multi-sided features all create extra machining difficulty.
A part that needs machining from several directions may require multiple setups. Each setup adds time and increases the risk of datum transfer error, so the supplier must spend more effort controlling alignment and repeatability.
Thin-wall parts are especially risky. They may deform due to clamping pressure, cutting heat, residual stress, or vibration, even when the CAD model appears straightforward.
| Cost factor | Why it increases price | How buyers can control it |
|---|---|---|
| Tight tolerance | Requires slower machining and more inspection | Apply tight tolerances only to functional dimensions |
| Deep holes or cavities | Long tools may vibrate or deflect | Redesign where possible or relax non-critical features |
| Thin walls | Higher deformation and clamping risk | Identify functional and cosmetic surfaces clearly |
| Multi-sided machining | Requires more setups and datum control | Define datums and critical assembly relationships |
| Small internal radii | Standard tools cannot cut sharp inside corners | Allow reasonable corner radii |
| Cosmetic surfaces | Need extra protection and finishing control | Provide appearance standards or samples |
One common buyer mistake is applying strict tolerance to every dimension. In precision CNC machining, the smarter approach is to reserve tight tolerances for features that affect fit, sealing, motion, alignment, or performance.
If the drawing does not separate critical dimensions from general dimensions, the supplier may quote conservatively. This can make the price higher than necessary and may also create avoidable manufacturing difficulty.

Hidden Costs in Surface Finishing, Inspection, and Packaging
Many CNC machining quotes are based on an “as machined” finish unless otherwise stated. Once anodizing, plating, passivation, black oxide, powder coating, polishing, or bead blasting is added, the final cost can change significantly.
Surface finishing affects more than appearance. It can influence corrosion resistance, electrical conductivity, friction, wear performance, coating thickness, and final dimensions.
For parts with threads, holes, grooves, bearing seats, sealing faces, or sliding surfaces, finishing thickness must be reviewed carefully. Otherwise, a part may pass machining inspection but fail during assembly after coating.
Inspection can also add cost. Basic spot checks are not the same as a full dimensional report, CMM inspection, surface roughness testing, hardness testing, material certification, or first article inspection.
Packaging is another hidden cost, especially for cosmetic parts, anodized aluminum components, precision shafts, and export shipments. Anti-scratch wrapping, anti-rust protection, separated packing, foam inserts, and custom trays all affect the final price.
| Hidden cost item | Possible added cost | Why it should be confirmed early |
|---|---|---|
| Surface finishing | Anodizing, plating, polishing, passivation | Affects dimensions, appearance, corrosion resistance, and lead time |
| Inspection reports | FAI, CMM report, material certificate | Affects quality documentation and acceptance criteria |
| Special tooling | Deep slots, small holes, special chamfers | Adds preparation time and tool wear |
| Deburring | Manual deburring, edge protection, micro-burr removal | Affects safety, assembly, and cleanliness |
| Packaging | Anti-scratch, anti-rust, separated export packing | Prevents transport damage and surface defects |
| Urgent delivery | Priority production or faster post-processing | Increases scheduling and supply chain pressure |
For surface finishing for CNC parts, buyers should define the requirement during the quotation stage. Adding color, coating thickness, texture, roughness, or appearance grade later can change both cost and lead time.
For cosmetic parts, it is helpful to provide reference samples, photos, or an acceptable defect standard. Without this, the buyer and supplier may have very different expectations for what “good finish” means.
Prototype, Small Batch, and Production Pricing Differences
Order quantity has a major impact on custom CNC metal parts pricing. A single prototype usually has a high unit price because programming, setup, fixturing, and inspection costs are spread over only one part.
Small batch pricing is usually lower than prototype pricing, but the reduction is not always linear. The difference between 1 piece, 10 pieces, and 100 pieces can be large, while further savings may depend on process optimization.
In production, the supplier can improve fixtures, tool paths, tool life, inspection frequency, and packaging flow. This helps reduce average cost and improve repeatability.
However, mass production is not simply a larger prototype order. A prototype can sometimes be made slowly by a skilled machinist, while production requires stable cycle time, consistent quality, and predictable scrap control.
If future demand is expected, buyers should share estimated annual volume or forecast quantity during the first quotation. This helps the supplier decide whether dedicated fixtures or process improvements are worthwhile.
| Order stage | Cost behavior | Buyer focus |
|---|---|---|
| Single prototype | High unit price due to setup and programming | Validate design, material, and basic function |
| Small batch trial | Lower unit price but still setup-sensitive | Check assembly, finish, and batch consistency |
| Medium production | More stable process and cost | Define inspection ratio and packaging method |
| Long-term production | Potential fixture and workflow optimization | Control revisions, material stability, and delivery planning |
For low-volume projects, buyers should avoid asking only “how much per piece?” A better question is how the price changes at 10, 50, 100, or 1,000 pieces.
This helps reveal the real CNC machining price structure. It also prevents buyers from judging a supplier unfairly based only on prototype pricing.

How to Prepare an Accurate CNC Machining Quote Request
To receive an accurate CNC machining quotation, buyers should provide complete technical information. The minimum package usually includes a 3D file, 2D drawing, material grade, quantity, surface finish, tolerance requirements, and target lead time.
A 3D file helps the supplier understand geometry, but it does not replace a 2D drawing. The drawing normally defines tolerances, datum references, thread requirements, surface roughness, critical dimensions, and special notes.
If the drawing is not complete, the buyer should explain the part function, assembly relationship, critical surfaces, and unacceptable failure modes. This allows the supplier to give practical design-for-manufacturing feedback.
Buyers should also state whether they need material certificates, inspection reports, RoHS or REACH-related documents, salt spray testing, hardness testing, or other compliance support. Documentation requirements can affect both price and lead time.
For cosmetic parts, buyers should clearly mark visible and non-visible surfaces. This helps the manufacturer protect important areas during clamping, machining, deburring, finishing, and packaging.
| Quote information | Is it necessary? | Impact on pricing |
|---|---|---|
| 3D file | Strongly recommended | Helps evaluate geometry and machining difficulty |
| 2D drawing | Essential for precision parts | Defines tolerances, roughness, datums, and special notes |
| Material grade | Required | Affects material cost, machinability, and availability |
| Quantity | Required | Determines setup cost allocation and batch planning |
| Surface finish | Required | Affects appearance, corrosion resistance, dimensions, and lead time |
| Inspection requirement | Project-dependent | Affects QC cost and documentation |
| Application environment | Strongly recommended | Helps evaluate material, finish, and risk |
| Target lead time | Required | Affects scheduling, urgency cost, and logistics |
When requesting a quote from YPMFG, it is better to send these details together instead of providing them one by one. This supports faster engineering review, specification confirmation, and quotation support.
For high-precision or complex parts, avoid sending only a short “please quote” message. The more clearly the application and acceptance criteria are explained, the more reliable the quotation will be.

Buyer Questions to Ask Before Confirming a Quotation
Before approving a quote, buyers should ask what is included in the price. Material, machining, deburring, finishing, inspection, packaging, and pre-shipment protection should all be clearly understood.
The second question is whether the specified tolerance is realistic and cost-effective. A good supplier can identify which dimensions drive cost and which tolerances could be relaxed without affecting function.
The third question is whether surface treatment will affect final dimensions. This is especially important for threaded holes, precision bores, bearing seats, sealing grooves, and sliding surfaces.
The fourth question is how the parts will be inspected. Buyers should clarify whether the supplier will perform basic spot checks, critical-dimension inspection, full dimensional reporting, CMM inspection, or first article inspection.
The fifth question is whether the prototype process can be used for production. If the supplier plans to change machines, fixtures, tools, or inspection methods for batch production, the buyer should understand the impact on consistency.
The sixth question is how drawing revisions will be controlled. For long-term custom machined metal parts, revision control is essential for avoiding mixed versions, outdated drawings, and unexpected fit problems.
Buyers should also ask about lead time risks. Material sourcing, special tooling, outsourced finishing, holidays, inspection documentation, and international shipping can all affect delivery.
If one quote is much lower than the others, it should be reviewed carefully. The lower price may exclude finishing, reports, packaging, certificates, or strict tolerance interpretation.
The cost of custom CNC metal parts is the result of material selection, machining difficulty, quality expectations, and supply risk. The more precise, complex, cosmetic, or documentation-heavy the part is, the more important early engineering review becomes.
For buyers, the best way to reduce cost is not simply to push for a lower unit price. A better approach is to optimize the drawing, separate critical and non-critical dimensions, choose suitable materials, define the right surface finish, and provide complete RFQ information. This helps you receive a more accurate quotation while reducing the risk of rework, delivery delays, and assembly failure later.
When discussing a project with YPMFG, it is recommended to prepare the latest 2D drawings, 3D files, material requirements, quantity range, surface finish notes, inspection needs, and application environment. Through specification review, process communication, and compatibility review, you can receive a quotation more efficiently and reduce the time spent on repeated confirmations.