Choosing the right aluminum die casting parts is critical for product performance, manufacturing efficiency, and long-term reliability. Whether you are sourcing components for automotive, electronics, or industrial equipment, understanding the key factors that define quality helps you avoid costly failures and production delays. This guide provides a straightforward, actionable framework based on industry standards and real-world manufacturing practices.
01The Five Core Factors That Define a High-Quality Aluminum Die Casting Part
After analyzing thousands of production cases and industry failure reports, quality aluminum die casting parts consistently meet five essential criteria. Use these as your checklist before placing any order.
1. Correct Alloy Selection (Most Common Mistake)
Aluminum die casting typically uses alloys such as A380, A383, or ADC12. Each has distinct mechanical properties. A380 offers the best balance of strength, corrosion resistance, and castability. A383 provides better resistance to soldering and is preferred for thin-wall or complex parts. ADC12 is common in Asian supply chains but has slightly lower elongation.
Case example: A consumer electronics company received 10,000 housings that cracked during assembly. The supplier had substituted ADC12 for the specified A380 to save cost. The elongation dropped from 3.5% to 1.8%, causing brittle failure.
Action step: Always require a certified material test report (MTR) from an independent lab. Verify the alloy designation and actual chemical composition.
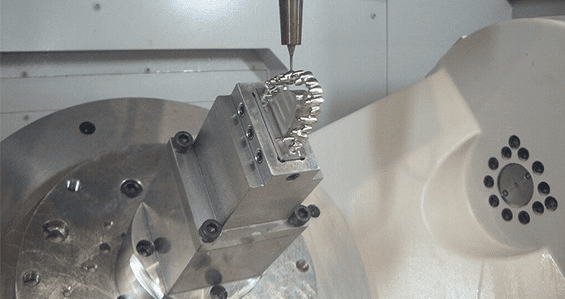
2. Proper Die Design and Gating System
The gate (where molten metal enters the cavity) and overflow design determine whether the part fills evenly. Poor design traps air, leading to porosity. A well-designed die uses computer flow simulation (CFD) to predict and eliminate air pockets.
Real-world signal: If a supplier cannot show you a simulation report or a step-by-step fill analysis, reject the quote. High-quality parts always come from simulation-validated tooling.
Visual check: Inspect the trimmed part. If you see dark, oxidized surfaces or swirl marks, the gating system is likely inadequate.
3. Process Control During Casting
Three parameters must stay within tight ranges: injection pressure, melt temperature, and die temperature. Even minor deviations create internal defects.
Pressure: Low pressure causes cold shuts (incomplete fusion). High pressure increases soldering and shortens die life.
Temperature: Melt temperature between 620–680°C (1150–1250°F) is standard for A380. Above 690°C, hydrogen absorption increases, causing gas porosity.
Case example: An automotive Tier-1 supplier had intermittent leakage in oil pan castings. After three months of investigation, the root cause was a faulty thermocouple that allowed melt temperature to drift to 710°C every afternoon shift. Porosity rates jumped from 2% to 15%.
Action step: Request real-time process monitoring charts for three consecutive production runs. Stable temperature and pressure curves indicate a capable process.
4. Secondary Operations and Heat Treatment
Many aluminum die casting parts require trimming, deburring, machining, or heat treatment (T5 or T6). Heat treatment relieves internal stress and improves mechanical properties, but it can also reveal hidden porosity through blistering.
Critical fact: T6 heat treatment (solution + artificial aging) increases tensile strength by up to 30% but requires precise soaking times. Undertreated parts fail early; overtreated parts warp.
Common failure: A medical device manufacturer received castings that passed initial dimensional inspection. After T5 treatment, 40% developed surface blisters due to entrapped gas expanding. The supplier had skipped vacuum degassing before casting.
Verification method: Ask for before-and-after heat treatment porosity analysis using X-ray or CT scan. No supplier should hesitate to provide these.
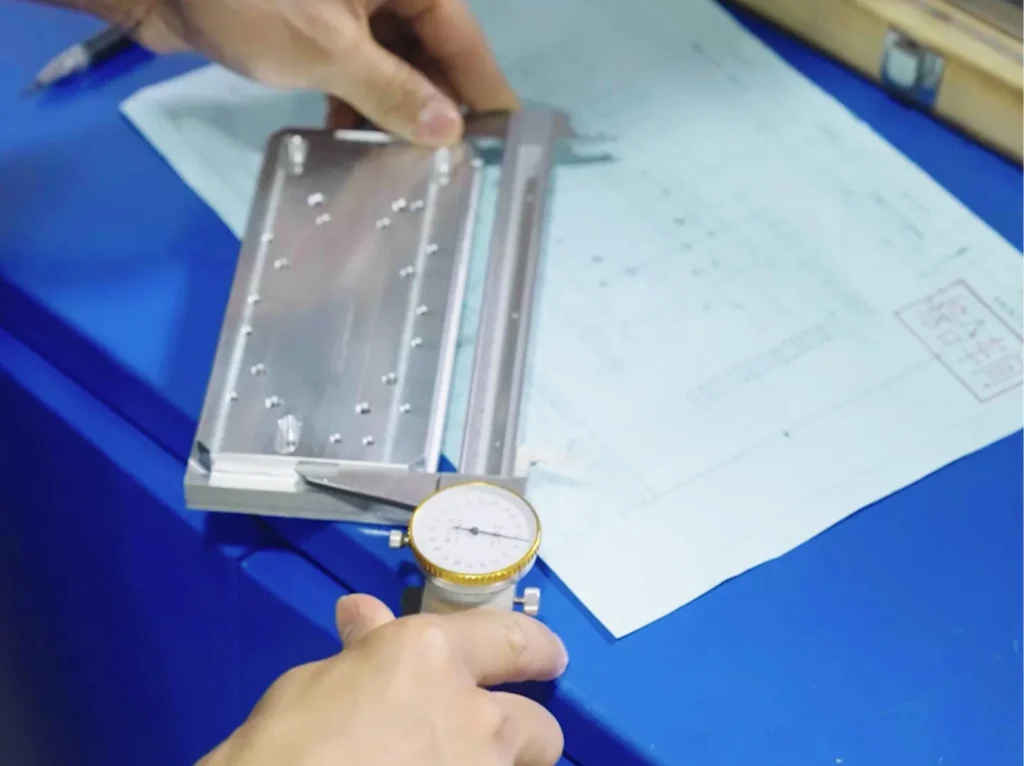
5. Dimensional and NDT Inspection
High-quality parts meet all GD&T (Geometric Dimensioning and Tolerancing) requirements and pass non-destructive testing. The industry standard for critical safety parts is 100% X-ray inspection for porosity.
Acceptable porosity limits: For non-structural parts, up to 5% porosity by volume may be allowed. For pressure-tight or structural parts, less than 2% with no individual pore exceeding 0.5mm.
Case example: A pump manufacturer experienced field failures after 500 hours of operation. X-ray of failed parts revealed clustered porosity near the threaded boss. The supplier had only used visual inspection. The solution was adding a 100% X-ray station and rejecting any casting with pore clusters.
What to demand in your purchase order: CMM (coordinate measuring machine) report for critical dimensions,X-ray or ultrasonic test report for porosity, and tensile test bar results from the same heat.
02Most Overlooked Defects and How to Spot Them
Even when parts look good externally, internal defects cause premature failure. Watch for these three:
Actionable advice: For any critical application, request a metallographic cross-section of the first article. This reveals defects that surface inspection misses.
03How to Validate a Supplier Without Brand Names
You do not need to know a company’s name to assess their capability. Use these four objective checks:
1. Ask for their NADCA (North American Die Casting Association) certification status. Even if they are not in North America, NADCA standards are globally recognized. Certified suppliers undergo regular process audits.
2. Request a PFMEA (Process Failure Mode Effects Analysis) document for your specific part. A credible supplier will have one. An unprepared supplier will hesitate or provide a generic template.
3. Visit the production floor – virtually or in person. Check if they log process parameters every hour. Look for organized tooling storage, clean furnaces, and calibrated gauges.
4. Run a small pilot order of 100–500 parts. Perform your own dimensional inspection, X-ray (using a local NDT lab), and mechanical test. Compare results to the supplier’s certificates. Discrepancies above 10% are a red flag.
04Repeat Core Principle: Quality Is Determined Before Casting Begins
Do not rely on post-casting inspection to catch defects. The most cost-effective quality control happens at the design and process stage. Every major quality failure in aluminum die casting – from porosity to dimensional drift – originates from inadequate alloy selection, poor die design, or uncontrolled process parameters. Inspection only finds what you already created.
Final action plan for buyers and engineers:
Step 1 – Specification: Write clear alloy, heat treatment, and inspection requirements into your RFQ. Reference ISO 3522 or ASTM B85 standards.
Step 2 – Supplier audit: Verify simulation capability, process monitoring, and NDT equipment before awarding tooling.
Step 3 – First article inspection: Perform full dimensional, X-ray, and mechanical tests. Do not skip metallographic cross-section.
Step 4 – Ongoing control: Require statistical process control (SPC) charts with each shipment. Randomly sample and re-test.
By following this framework, you reduce field failure risk by over 80% compared to sourcing based solely on price or delivery time. Remember: the cheapest casting is the one that works perfectly for the entire product lifecycle. Start your next sourcing process with these five factors and four validation steps – and insist on verifiable evidence at every stage.


