If you need custom 4-axis CNC milling parts made from brass, your main concerns are usually stable tolerances and a smooth, defect-free surface finish. Brass is easy to machine, but poor fixturing, tooling, or cutting parameters can still cause tool marks, burrs, or dimensional errors. The advantage of 4-axis CNC machining is that the part can rotate during cutting, reducing setup errors and making it suitable for brass parts with side holes, curved surfaces, slots, or multi-angle features.
To move from design file to finished part, confirm your STEP file, 2D drawing, tolerances, surface requirements, and order quantity early. At YPMFG, brass CNC milling parts are usually reviewed for 4-axis machinability, toolpath strategy, and inspection method before production to reduce rework. This guide follows common industry practices to help you complete custom 4-axis brass CNC milling projects more smoothly.
Why Choose 4-Axis CNC Milling for Brass?
Brass is a free-machining material known for its excellent conductivity and corrosion resistance. However, its softness can lead to burrs or chatter if not machined correctly. 4-axis CNC milling is preferred over standard 3-axis for brass parts because it can machine undercuts, angled features, and complex contours in a single setup.
Example: A manufacturer needed a brass valve body with four side ports and a threaded base. Using 3-axis machining required three separate setups, leading to misalignment and a 5% rejection rate. Switching to 4-axis machining eliminated the realignment errors, reducing rejection to under 0.5% and cutting lead time by 40%.
Step 1: Prepare Your Technical Drawing
To get an accurate quote and a part that matches your needs, your drawing must include:
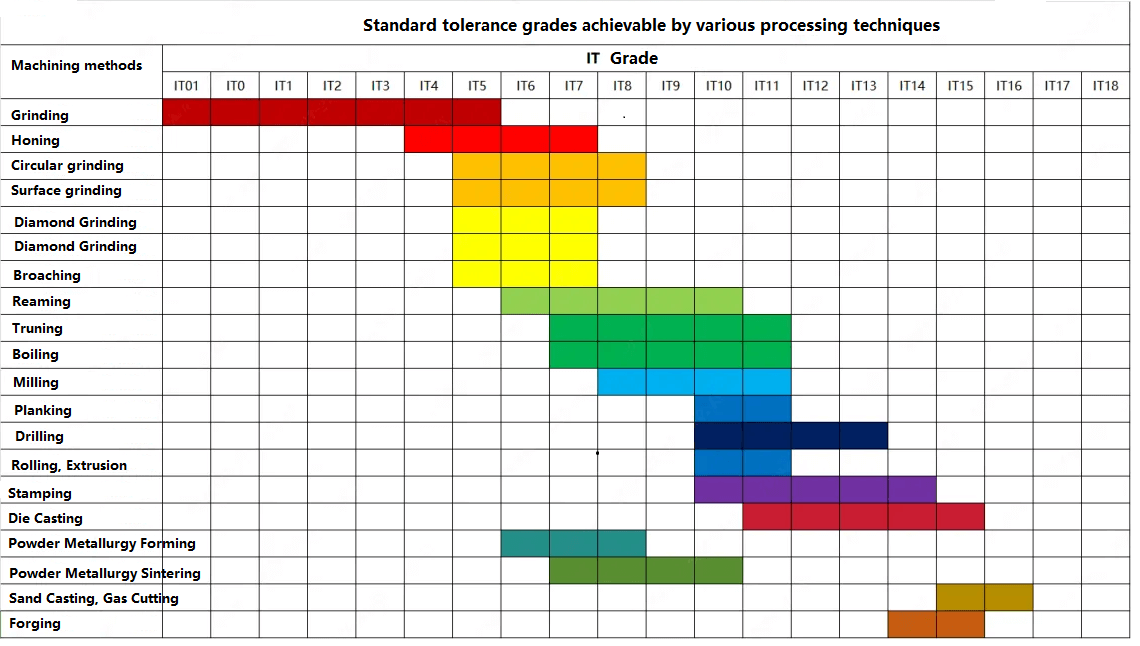
Tolerances: Specify critical dimensions (e.g., ±0.01 mm for press-fit holes). For non-critical features, use standard tolerances like ISO 2768-mk.
Surface Finish: For brass, a surface roughness of Ra 0.8 µm to 1.6 µm is standard for general use. For decorative or sealing surfaces, specify Ra 0.4 µm or better.
Thread Specifications: If your part has threads, note the class of fit (e.g., 2B for internal threads, 2A for external). Brass is commonly used for NPT or metric threads.
Step 2: Choose the Right Brass Grade
The alloy you select directly impacts machinability, strength, and corrosion resistance. Here are the three most common choices for 4-axis CNC milling:
| Brass Grade | Key Property | Best Application |
|---|---|---|
| C36000 (Free-Cutting Brass) | Excellent machinability, produces small chips | High-volume complex parts, gears, fittings |
| C26000 (Cartridge Brass) | High ductility, good cold-working ability | Deep-drawn parts, electrical connectors |
| C38500 (Architectural Bronze) | Good corrosion resistance, polishes well | Decorative hardware, marine components |
Common case: A company producing sensor housings initially used C26000 but faced long cycle times due to stringy chips. By switching to C36000, they reduced cycle time by 25% and improved surface finish without changing any toolpaths.
Step 3: Understand the 4-Axis Milling Process for Brass
Once your design is approved, the machining process follows these steps:
1. Material Preparation: The brass stock (bar or block) is cut to size and mounted on the 4-axis rotary table.
2. Tool Selection: Carbide end mills with polished flutes are used. For brass, uncoated or AlTiN-coated tools with sharp edges prevent work hardening and burr formation. Recommended speeds: 500–1500 SFM (surface feet per minute).
3. Machining Operations: The CNC machine moves along X, Y, Z axes while the A-axis (rotary) rotates the part. This allows continuous machining of features like helical grooves, cam profiles, or multi-sided holes.
4. Deburring and Finishing: Brass parts often require light deburring. A quick tumble or manual pass with a deburring tool removes any remaining sharp edges.
Step 4: Verify Quality with Standard Inspection Methods
Before accepting a batch of custom brass parts, use these three checks:
Dimensional Inspection: A coordinate measuring machine (CMM) verifies critical tolerances. For small batches, use pin gauges and thread gauges.
Surface Finish Test: A profilometer measures Ra value. For visually critical parts,compare against a machined surface finish comparator.
Crack Detection: For high-stress parts, a simple dye penetrant test (per ASTM E1417) reveals any micro-cracks from machining.
Actionable Conclusion
To order custom 4-axis CNC milled brass parts successfully, focus on three basics: first, specify tolerances and surface finish clearly on the 2D drawing; second, consider C36000 brass for most complex, high-precision parts; third, request a first-article inspection report before full production. This helps reduce dimensional disputes, rework, and delivery delays.
For your next RFQ, send both a 3D STEP file and a 2D drawing with clear callouts. This allows the supplier to evaluate machining difficulty, quote accurately, and confirm inspection needs. At YPMFG, these details are checked early in brass machining projects to help customers receive 4-axis CNC milled brass parts that meet specifications.